Raw meal and secondary fuel metering in the cement industry


Summary: In 2007, the worldwide production output of cement rose to approx. 2.7 billion t and will continue to grow. Thus, the market often demands high output rates in combination with reliable operation and high plant availability. High output rates in
cement production plants mean that the conveying devices, e. g. rotary airlocks also have to achieve high throughput rates while meeting the high availability requirements through the use of suitable wear protection and servicing concepts. JAUDT achieves the demanded high throughput rates with its new rotary airlock series of the type XXL. This begins with a nominal width of 700 x 700 mm, overall height 1000 mm and a conveying capacity of 230 t/h/(bulk density of raw meal = 0.7 kg/l) and ends with the nominal width 1300 x 1300 mm, overall height 1800 mm and a conveying capacity of 980 t/h. They can also be used for metering secondary fuels.
In the cement industry, rotary vane feeders are employed as continuous discharge devices or metering devices operating as a rotary vane feeder under slight negative pressure or overpressure. Rotary vane feeders are suitable for the metered discharging of a wide range of free-flowing bulk materials at very high volumetric rates from conveyors or from stored quantities in bins, hoppers or silos and suffer only a small amount of wear. The advantage of rotary vane feeders lies in their relatively small construction size and high conveying...
In the cement industry, rotary vane feeders are employed as continuous discharge devices or metering devices operating as a rotary vane feeder under slight negative pressure or overpressure. Rotary vane feeders are suitable for the metered discharging of a wide range of free-flowing bulk materials at very high volumetric rates from conveyors or from stored quantities in bins, hoppers or silos and suffer only a small amount of wear. The advantage of rotary vane feeders lies in their relatively small construction size and high conveying capacity, their usability in various temperature ranges and pressure differences and their relatively low energy consumption cost. If motors of efficiency class EEF 1 are used, the energy requirement can be still further reduced. Furthermore, rotary vane feeders can also be employed as an explosion barrier in accordance with RL 94/9/EC for bulk materials with LSF values < 300 in systems corresponding to the explosion protection document.
An example for the use of rotary vane feeders is the raw meal transport during cement production. The fundamental raw materials for cement manufacturing are limestone, clay and marl rock. The raw materials are quarried, crushed, dried, mixed together in a specific mass ratio and subsequently finely ground into raw meal. The raw meal is homogenized in silos and then transported by such conveying devices as bucket elevators, air slides and rotary vane feeders to the preheater. Subsequently, the raw meal is burnt to form cement clinker, cooled and stored in silos. The cement clinker is then finely ground with the addition of sulphate bearers and hydraulic materials into cement. In 2007, the worldwide production output of cement rose to approx. 2.7 billion t. The largest cement producing nations in the world are China, India and The United States, although Russia, Turkey, Brazil, Mexico and Indonesia have shown large production increases.
The market often demands high output rates in combination with reliable operation and high plant availability. High output rates in cement production plants mean that the conveying devices, e. g. rotary vane feeders also have to achieve high throughput rates while meeting the high availability requirements through the use of suitable wear protection and servicing concepts.
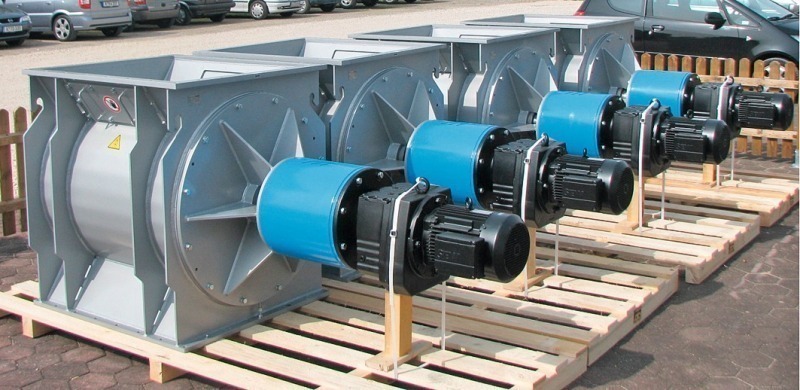
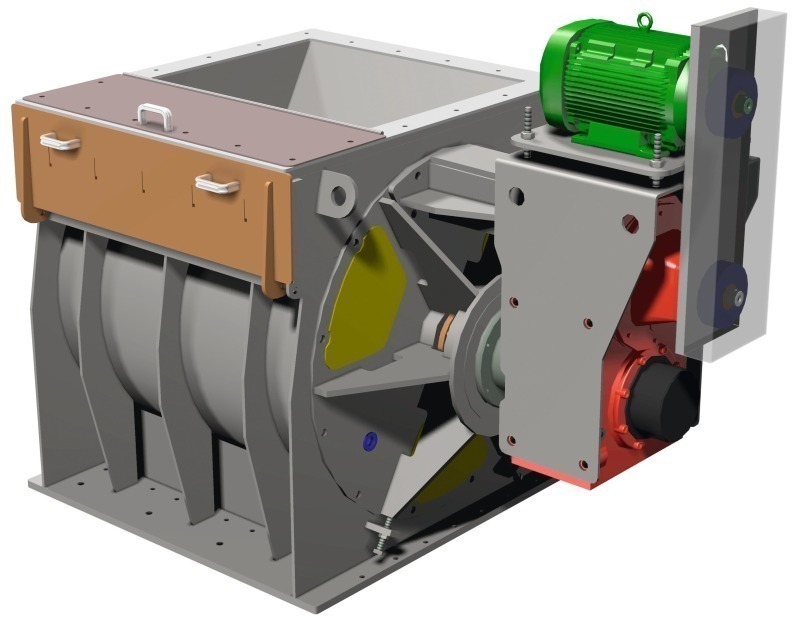
JAUDT achieves the demanded high throughput rates with its new rotary vane feeder series of the type XXL. This begins with a nominal width of 700 x 700 mm, overall height 1000 mm and a conveying capacity of 230 t/h /(bulk density of raw meal = 0.7 kg/l) and ends with the nominal width 1300 x 1300 mm, overall height 1800 mm and a conveying capacity of 980 t/h (Fig. 1). The technical execution of these rotary vane feeders fully matches the demands imposed on such large devices. ATEX certification in accordance with RL 94/9 EC has been awarded.
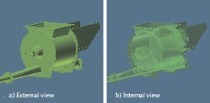
The design of XXL rotary vane feeders is based on that of the JAUDT Vario series, which has been tried and proven for more than 50 years. The housings and bearing end plates are of massive welded construction and are reinforced with ribbing (Fig. 2). The rotary vane feeders are equipped with external, adjustable antifriction bearings. The shaft is sealed towards the outside by means of stuffing box packings with standard oiling rings, scavenging or sealing air connections. The vane rotor has replaceable sealing strips. The number of pockets provides 2-fold overlapping and thus assures high passage tightness and low leakage. The leakage diagramme prepared for the specific rotary vane feeder execution and customer requirement shows the leakage rate as a function of the pressure. The theoretical values are based on practice-verified trials in our JAUDT testing facility. The frictional wear between housing/bearing end plates and the sealing strips of the vane rotor is reduced by means of a chromium steel layer (hardness approx. 600 HV) and in higher-wear applications by means of a tungsten carbide coating (hardness approx. 1300 –1400 HV 0.3) or by complete construction of housing and bearing end plates in wear-resistant steel. In line with JAUDT’s philosophy that the only the sealing strips should wear, great attention is paid to careful designing of the wear pairing housing/bearing end plate and sealing strip. Correct selection of the wear package is governed by the Mohs hardness of the raw meal (Mohs hardness 4–5), which is additionally influenced by the addition of corrective materials such as iron ore or sand, depending on the deposit. The hardness of the raw meal employed cannot always be clearly determined if it is a mixture of constituents with different degrees of hardness. In such cases the JAUDT testing facility determines a characteristic wear value using a wear measuring device. The application of differently coated measuring surfaces in this device enables comparison of the test results with existing Mohs hardness data (Table 1).
For the steel parts, the selection of suitable materials, e. g. 16 Mo3 (1.5412) or boiler plate H II (1.0425) depends on the specified product temperature above T > 150 °C (Table 2). A rough heat transfer estimation enables the engineers to select the required combination of materials and correctly design the seals and antifriction bearings. The thermal expansion of the individual materials is taken into consideration for the gap dimension specifications between vane rotor and housing/bearing end plates (Tab. 2), so that it is not possible for the vane rotor to seize during machine commissioning because the gap is too narrow.
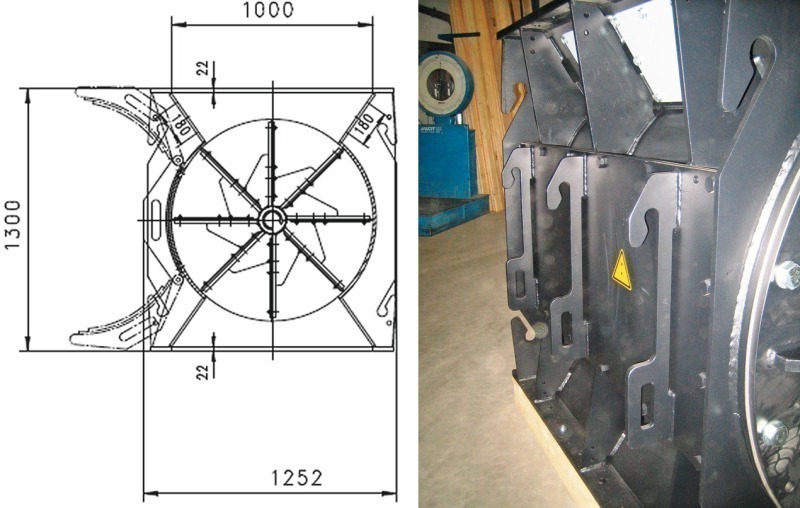
To assure quick elimination of malfunctions caused, for example, by tramp metal and to facilitate maintenance inspections, the XXL rotary vane feeder can be designed with two generously-sized maintenance openings. Upon request it can also be provided with an additional opening over the entire width of the machine to facilitate the replacement of sealing strips without requiring dismantling (Figs. 3 and 4).
Considerations of resource conservation, energy saving and reduction of CO2 emissions have compelled cement manufacturers to constantly refine process technology and to employ greater proportions of secondary fuel, whose usage also saves operating costs. More than 80 % of all cement manufacturers now use up to 70 –100 % substitute fuel for the primary/secondary and calciner burners. The high temperatures needed for the clinker manufacturing process lead to complete combustion of organic constituents. Residues are permanently bonded into the clinker matrix. The increasing use of secondary fuels in cement factories becomes more and more reasonable due to the high calorific value, e.g. of used tyres, technical elastomers etc. of more than 30 MJ/kg, and the involved cheap disposal of wastes and substitution of fossil energy sources. Secondary fuels are generally metered to the firing systems by rotary vane feeders. Due to the low bulk densities and large particle sizes of such fuel materials, JAUDT XXL rotary vane feeders are also used for this application. Depending on the particle size (edge length) and on the type of bulk material involved, e. g. waste wood, XXL rotary vane feeders in the form of cutter rotary vane feeders are also employed. In this case, the sealing strips are replaced by hardened and ground cutting blades with a total of four usable cutting edges. Moreover, two further stationary knives are installed in the inlet and outlet zones in order to cut off projecting portions. The location of the knives ensures a „pulling cut“ despite the use of perfectly straight knives, which can therefore be cheaply resharpened.
The actuator is dimensioned in accordance with the required cutting force and acts via the separated combination of gear unit and motor which transfers the power via a belt drive. If the secondary fuel leaving the XXL cutter rotary vane feeder is to be conveyed onward pneumatically, the vane rotor needs an axial edge-disk seal in order to minimize leakage and achieve a good material guidance in the inlet zone. The edge disk of the vane rotor can be equipped with a replaceable wear ring because the sealing point between rotor and housing experiences the greatest wear due to high air velocity. Analogously, the housing can also be equipped with a replaceable wear ring at this location. Forced evacuation of the leak air on the no-load side of the housing with an air velocity of 15 –17 m/s is possible and is recommended.
XXL rotary vane feeders are designed in accordance with the conveying capacity, type of bulk material, bulk density, bulk material temperature and bulk material size. The precondition for adequate discharge capacity is perfectly free-flowing and conveyable bulk material, which has to be fed to the vane feeder in a fluidized condition. The pressure difference in the rotary vane feeder also plays just as important a role as the installation situation of the vane feeder, such as after a trough conveyor, bucket elevator etc., which influences the degree of rotary vane feeder filling. These basic design factors are recorded in a project questionnaire filled in by the customer, so that the project manager receives concrete data for checking purposes. The design data and the optimum circumferential speed form the basis for defining the appropriate size of rotary vane feeder or for checking the size information provided by the customer and proposing alterations if necessary in order to ensure that the data of the overall plant correspond with JAUDT’s comprehensive experience with the handling of different bulk materials from numerous industrial sectors.
The company’s interactive homepage www.jaudt.de provides forms in which potential customers can enter project data as a basis for a quotation enquiry. There are also dimension sheets of rotary vane feeders that can be downloaded as pdf or dxf files for advance plant planning.
Überschrift Bezahlschranke (EN)
tab ZKG KOMBI EN
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.
tab ZKG KOMBI Study test
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.