Aktuelle Entwicklungen
bei der Herstellung und Nutzung
von Hüttensand
![Transformation einer Schmelze zum Glas [27]](https://www.zkg-online.info/imgs/101523074_f5aff1a83e.jpg)

![Moderne Granulationsanlage [28]](https://www.zkg-online.info/imgs/101523079_a75d189e56.jpg)



Zusammenfassung: Durch die Notwendigkeit zur Minderung von CO2-Emissionen bei der Zementherstellung hat sich die partielle Substitution von Zementklinker durch Hüttensand etabliert. Im vorliegenden Beitrag wird ausführlich auf den Granulationsprozess von Hochofenschlacke und auf die Auswirkungen des Granuliervorganges auf die Eigenschaften des Hüttensandes eingegangen. Aber auch im Zementwerk selbst lassen sich die Eigenschaften der Hüttensande weiter optimieren, vor allem bei der Aufmahlung. Zukünftig wären auch künstliche Schlacken oder Schlacken aus anderen technischen Prozessen, die vergleichbare Eigenschaften besitzen, denkbar.
1 Einleitung
Hüttensand wird seit über 100 Jahren auf Grund seiner latent-hydraulischen Eigenschaften als Zementbestandteil und auch als Betonzusatzstoff verwendet. Er entsteht aus der flüssigen Hochofenschlacke als ein Nebenprodukt der Roheisenherstellung im Hochofen und damit der Stahlerzeugung, die weltweit immerhin zu 65 % über die Verfahrensroute Hochofen/LD-Konverter und nur zu 35 % über den Elektroofenprozess stattfindet. Hüttensand wird durch die Zerteilung und extrem schnelle Abkühlung der flüssigen Hochofenschlacke mittels Wasser- oder Luftgranulation erzeugt. Das weitestgehend...
1 Einleitung
Hüttensand wird seit über 100 Jahren auf Grund seiner latent-hydraulischen Eigenschaften als Zementbestandteil und auch als Betonzusatzstoff verwendet. Er entsteht aus der flüssigen Hochofenschlacke als ein Nebenprodukt der Roheisenherstellung im Hochofen und damit der Stahlerzeugung, die weltweit immerhin zu 65 % über die Verfahrensroute Hochofen/LD-Konverter und nur zu 35 % über den Elektroofenprozess stattfindet. Hüttensand wird durch die Zerteilung und extrem schnelle Abkühlung der flüssigen Hochofenschlacke mittels Wasser- oder Luftgranulation erzeugt. Das weitestgehend glasige Granulat wird anschließend getrocknet und auf Zementfeinheit gemahlen. Trotz der langen Erfahrung bei der Herstellung und Nutzung des Hüttensands bleibt festzustellen, dass es sowohl im Hinblick auf den Granulationsprozess, dessen Einfluss auf die Hüttensandeigenschaften, die Optimierung im Zementwerk als auch die grundlegenden Reaktionsmechanismen eine Reihe von offenen Fragen gibt, die es noch zu beantworten gilt. Darüber hinaus sind sowohl die Stahl- und damit die Hüttensandproduktion als auch die Zement- und Betonproduktion konjunkturellen und saisonalen Zyklen unterworfen, die nicht parallel verlaufen müssen. Dieser Beitrag soll sowohl einige aktuelle technische Entwicklungen vorstellen als auch die wirtschaftliche Situation skizzieren.
2 Wirtschaftliche Situation
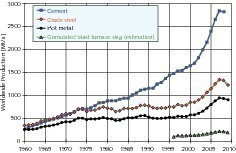
Die Herstellung von Roheisen/Stahl und die von Zement/Beton sind über den Hüttensand eng miteinander verbunden; beide Industriezweige sind weltweit Schlüsselindustrien der Volkswirtschaften. Der Bedarf an Stahl stieg seit 1960 von ca. 345 Mio. t auf 1,33 Mrd. t (2008) um das Vierfache. Die Roheisenerzeugung stieg parallel im gleichen Zeitraum von 258 Mio. t auf rd. 932 Mio. t (Bild 1) [1]. Je Tonne Roheisen entstehen 160–500 kg Hochofenschlacke bzw. Hüttensand. In Deutschland liegt im Regelbetrieb der spezifische Wert im Mittel bei 255 kg/t. Ein Großhochofen mit einem Gestelldurchmesser von 15 m kann jeden Tag mehr als 12 000 t Roheisen produzieren; dies bedeutet, dass mit dem Roheisen täglich rd. 3300 t Hochofenschlacke erzeugt werden, die vom Hochofen abgeleitet und technisch hochwertig, ökonomisch sowie umweltverträglich verwendet werden müssen [2]. 2008 wurden in Deutschland rd. 6,7 Mio. t Hochofenschlacke zu Hüttensand (trocken) granuliert. Dies entspricht 85 % der Gesamtmenge. Lediglich 15 % ließ man zu kristalliner Hochofenstückschlacke erstarren, die keine latent-hydraulischen Eigenschaften aufweist und hauptsächlich im Verkehrswegebau genutzt wird [3]. In der EU-27 wurden 2008 rd. 25 Mio t, weltweit schätzungsweise 210 Mio. t Hüttensand erzeugt.
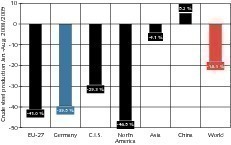
Weltweit war mit Beginn des 4. Quartals 2008 bei Rohstahl und damit bei Roheisen und Hüttensand ein Produktionseinbruch in bisher unbekanntem Maß zu verzeichnen. In den ersten
8 Monaten 2009 sank die Rohstahlproduktion im Mittel um 18 %, in der EU-27 gar um 41 % (Bild 2) [1]. Damit verbunden sank zwangsläufig die Hüttensandproduktion, auch wenn die spezifischen Schlackensätze je Tonne Roheisen z.T. wesentlich über den mittleren Wert von 255 kg/t angehoben wurden.
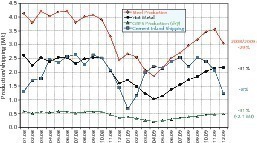
Die Situation für Deutschland geht aus Bild 3 hervor. Aus dem Verlauf der Kurven insbesondere im Frühjahr und Sommer 2009 wird die Problematik der Situation deutlich. Wirkte sich in früheren Jahren eine konjunkturbedingte Mindererzeugung an Rohstahl nicht zwingend negativ auf die Hüttensandproduktion aus, da die Granulationsraten stetig anstiegen (1960: 24 %, 2008: 85 %), so musste sich bei der mittlerweile erreichten nahezu maximalen Granulationsrate der bisher einzigartige Einbruch der Rohstahlproduktion zwangsläufig auch in der Hüttensandproduktion niederschlagen. In der Zwischenzeit hat sich die Situation deutlich entspannt. Zahlreiche Hochöfen, die weltweit temporär stillgelegt, teilweise auch neu zugestellt wurden, gingen bereits wieder in Betrieb oder planen dies in Kürze. Für 2009 ermittelte die World Steel Association noch einen Rückgang um 8 % (Welt) bzw. 30 % (EU-27). Es steht aber zu erwarten, dass sich der weltweit unverändert vorhandene Bedarf an Stahlprodukten auch wieder in einer deutlich erhöhten Nachfrage und damit Produktion niederschlagen wird.
Die weltweite Nachfrage nach Zement hat sich seit 1960 von ca. 280 Mio. t auf 2,9 Mrd. t (2008) mehr als verzehnfacht [4] (Bild 1). Für 2020 wurde vom Battelle Memorial-Institut ein Zementbedarf von 2,4-3,2 Mrd. t, für 2050 von 3,7–5,4 Mrd. t
prognostiziert [5]. Vor dem Hintergrund des mit der Klinkerproduktion verbundenen Bedarfs an Rohstoffen und Primärenergie, der rohstoff-und energiebedingten CO2-Emissionen sowie der daraus resultierenden erheblichen wirtschaftlichen Konsequenzen wird eine intensive Diskussion unter anderem um verschiedene Möglichkeiten der Klinkersubstitution geführt [6, 7, 8]. Hüttensand ist eine in vielen Ländern anerkannte und etablierte Klinkeralternative. Allerdings kann Hüttensand weltweit auf Grund des Missverhältnisses zwischen Zement- und Hochofenschlackenproduktion von rd. 9:1 (2008, Bild 1) nicht der einzige alternative Zementbestandteil bleiben, wenn der Klinkerfaktor weiter nennenswert abgesenkt werden soll. Aber auch der Einbezug von Puzzolanen wie Steinkohlenflugasche, Silikastaub oder Reisschalenasche und von inertem Kalksteinmehl dürfte voraussichtlich nicht ausreichen. Daher steht zu erwarten, dass z. B. auch Schlacken aus anderen Prozessen oder „künstliche“ Schlacken in gleicher Weise genutzt werden müssen, sofern sie dem Hüttensand oder Klinker vergleichbare technische Eigenschaften aufweisen.
3 Der Granulationsprozess
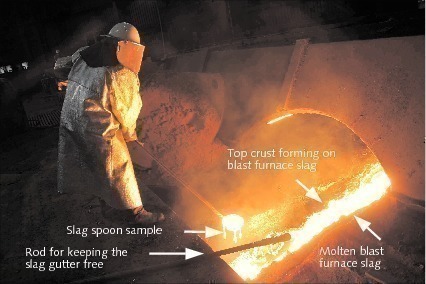
Flüssige Hochofenschlacke hat mit rd. 2,8 g/cm³ eine geringere Dichte als Roheisen (rd. 7,8 g/cm³), „sie schwimme auf dem Eisen, wie Öl auf Wasser“ (L. Beck, 1897). Das ermöglicht es, sie entweder kontinuierlich über Schlackenformen in Schlackenpfannen fließen zu lassen (heute unüblich) oder sie beim Abstich zusammen mit dem Roheisen aus dem Hochofen abfließen zu lassen und sie anschließend in der Rinne am „Fuchs“, einem Wehr aus Feuerfestmaterial, abzutrennen (Bild 4).
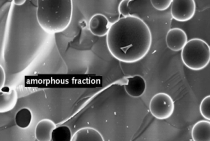
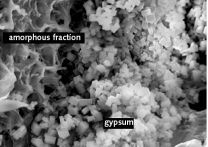
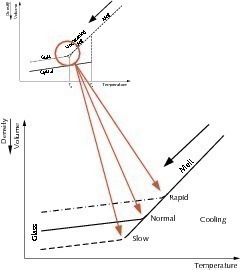
Der Granulationsprozess muss sowohl die Zerteilung des Schlackenstroms in feine Partikel als auch deren schnelle Abkühlung unter den Transformationsbereich (Tg rd. 840 °C) gewährleisten. Diese Abkühlung führt zu einem so schnellen Anstieg der Schlackenviskosität, dass die Ausbildung einer Kristallstruktur verhindert wird und ein Glas entsteht (Bild 5). Nach Tammann [9] kann theoretisch jede, d. h. auch jede organische, Schmelze zu einem glasigen Festkörper erstarren, wenn die Abkühlgeschwindigkeit nur hoch genug ist.
Um Hüttensand zu erzeugen wird die flüssige Schlacke entweder einer Schlackenpfanne zugeführt, mit der die Schlacke zu einer zentral angelegten Granulationsanlage transportiert wird, oder einer in Hochofennähe installierten Anlage direkt zugeführt. Da flüssige Hochofenschlacke eine geringe Wärmeleitfähigkeit hat neigt sie dazu bereits in der Abstichrinne, aber insbesondere in den Schlackenpfannen, Schalen und Deckel zu bilden (Bild 6). Dies erschwert die Granulation, vermindert das Ausbringen und bereits ein Temperaturverlust von nur 50 K kann sich bereits nachteilig auf das Granulationsverhalten und auch die Reaktivität des Hüttensands auswirken. Aus diesen Gründen wird eine dezentrale Granulation meist bevorzugt. Allerdings stehen dieser Lösung z. B. Platzprobleme in Hochofennähe entgegen.
Am häufigsten verbreitet ist heute die Nassgranulation mit Zerteilung und Abschreckung der flüssigen Hochofenschlacke unter hohem Wasserüberschuß (Verhältnis Wasser/Schlacke = 6–10/1). Hierzu wird der Schlackenstrom über ein oder mehrere Wasserstrahlbündel einer Granulierrinne oder einem Granuliertank zugeführt, wobei die Zerteilung in feine Partikel und die schroffe Abkühlung unter die Transformationstemperatur sowie der Transport des Granulats erfolgen. Moderne Granulationsanlagen können sehr komplex aufgebaut sein, wie Bild 7 zeigt. Sie müssen sehr große Schlackenströme verarbeiten können (bis zu 12 t/min), die diskontinuierlich anstehen. Bei der Nassgranulation entsteht ein Gemisch aus körnigem Hüttensand < 5 mm und Wasser. Der nasse Hüttensand entwässert zunächst in Trommeln, Schnecken oder Kiesbecken und anschließend in Silos oder Freilagern. Er enthält nach der Entwässerung auf Grund seiner Granulometrie, der mehr oder weniger ausgeprägten porigen Struktur und abhängig von der Entwässerungsdauer noch eine gewisse Restfeuchte, wenn er für die Zementherstellung bereitgestellt wird. Hüttensand aus modernen Granulationsanlagen wird vom Hüttenwerk üblicherweise mit einer Restfeuchte von 6–15 M.-% versendet bzw. gelagert. Bei älteren Anlagen oder bei bestimmter Charakteristik des Hüttensands kann die Restfeuchte auch deutlich höher liegen (> 20 M.-%). Diese muss vor oder während des Mahlprozesses energie- und damit kostenintensiv auf Werte < 1 M.-% abgesenkt werden. Darüber hinaus führt die Lagerung restfeuchten Hüttensands bereits nach einem Zeitraum von einem halben Jahr zu einer deutlichen Verfestigung und damit zur Notwendigkeit, vor einer weiteren Verarbeitung Brechanlagen einzusetzen.
Neben der chemischen Zusammensetzung des Hochofen-möllers und der Schmelzvergangenheit im Hochofen nehmen unter anderem die variablen Parameter Wasser/Schlacke-Verhältnis, Wassertemperatur und -druck sowie die geometrischen Bedingungen der Granulationsanlage Einfluss auf das Granulationsergebnis und bieten damit zumindest theoretisch ein gewisses Optimierungspotential.
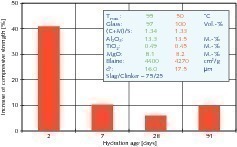
Bild 8 zeigt zwei Hüttensande gleicher chemischer Zusammensetzung, die in zwei industriellen Granulationsanlagen ohne und mit Begrenzung der maximalen Granulationswassertemperatur erzeugt wurden. Es ist bereits optisch erkennbar, dass eine sich unreguliert schnell einstellende Maximaltemperatur von rd. 95 °C (links) zu einem gröberen und poröseren Hüttensand (mit höherer Restfeuchte) führt als eine gezielt begrenzte Maximaltemperatur von 50 °C (rechts). Auch der Glasgehalt wird geringfügig negativ beeinflusst. Bemerkenswert ist, dass auch die Reaktivität des Hüttensands (im Sinne von Festigkeitsentwicklung) höher ist, wenn das Granulationswasser kälter ist. Bild 9 zeigt die Unterschiede der Mörtelfestigkeiten im unterschiedlichen Hydratationsalter (Hüttensand/Klinker-Verhältnis 75/25). Obwohl der mit max. 50 °C warmen Wasser granulierte Hüttensand etwas gröber gemahlen war, führte er insbesondere nach 2 Tagen zu relativ betrachtet wesentlich höheren Festigkeiten. Erklärt werden kann dies mit dem „Einfrieren“ der Schmelze aus einer höheren Temperatur heraus (Bild 10) und damit im Zustand höherer Unordnung der Glasbestandteile, der wiederum einer niedrigeren chemischen Widerstandskraft des Hüttensands entspricht.
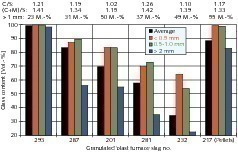
Dass der Granulationsprozess grundsätzlich möglichst kleine Partikel erzeugen sollte, die anschließend schnell abgekühlt werden können, geht aus Bild 11 hervor. Dargestellt ist für sechs verschiedene Hüttensande und Hüttensandpellets der mikroskopisch bestimmte Glasgehalt der jeweils von Hand gemörserten Originalkörnung [10], der Fraktion < 0,5 mm, der Fraktion 0,5–1,0 mm und der Fraktion > 2 mm. Die Fraktion 0,5–1,0 mm wurde gewählt, da sie auch im Mahlbarkeitstest nach Zeisel Verwendung findet, um den Einfluss unterschiedlicher Sieblinien auf die Mahlbarkeit auszuschließen [11].
Zunächst erkennt man, dass bei allen Hüttensanden die gröberen Hüttensandanteile > 2 mm, einen geringeren Glasgehalt aufweisen als das Mittel und insbesondere der feine Anteil < 0,5 mm. Bei weitgehend konstanter Basizität ist der mittlere Glasgehalt um so geringer, je höher der Anteil gröberen Hüttensands ist (Hüttensande 293, 287, 232). Aber nicht nur der Gehalt gröberer Partikel ist entscheidend für den Glasgehalt, sondern auch die chemische Zusammensetzung der flüssigen Hochofenschlacke. Bild 11 zeigt, dass bei niedriger Basizität (Hüttensand 201) trotz eines erhöhten Gehalts an Partikeln > 2 mm der mittlere Glasgehalt nicht so weit absinkt, wie es nach den vorstehenden Erläuterungen zu vermuten sein könnte. Dies ist in der Neigung der „sauren“ Hochofenschlacke zur leichten Glasbildung begründet. Sie erlaubt auch gröbere Partikel weitgehend glasig erstarren zu lassen, wie der Vergleich der Hüttensande 201 und 287 zeigt. Bei hoher Basizität neigt die Hochofenschlacke hingegen zu spontaner Kristallisation, wie der Vergleich der Grobfraktionen der Hüttensande 281 und 287 zeigt. Der Glasgehalt der gröberen Fraktion des basischeren Hüttensands 281 ist deutlich geringer als der des Hüttensands 287 und daher ist bei nahezu gleichem Anteil von Partikeln < 2 mm auch der mittlere Glasgehalt niedriger. Ein Nebeneffekt dabei ist, dass die Beurteilung der Mahlbarkeit des Hüttensands auf Basis einer Testmahlung einer bestimmten Fraktion (z. B. 0,5–1,0 mm) dann zu Fehlinterpretationen führen muss, wenn der Glasgehalt in der gewählten Fraktion wesentlich größer ist als im Mittel (z. B. Hüttensande 281 und 232). Denn die Mahlung des Hüttensands wird um so energieintensiver, je höher der Glasgehalt ist.
Es sollte aber darauf hingewiesen werden, dass die Mehrzahl mitteleuropäischer Hüttensande dem Hüttensand 293 entspricht, der auf Grund der Granulationsbedingungen feinkörnig und damit in allen Fraktionen nahezu vollständig glasig vorliegt.
Die aufgezeigten Zusammenhänge bei den nass granulierten Hüttensanden gelten grundsätzlich auch für die halbtrocken hergestellten Hüttensandpellets (Hüttensand 217). Diese liegen zwar relativ grob vor, jedoch reichen auch in diesem Fall die Zerteil- und Abkühlbedingungen aus, um ein weitgehend glasiges Material zu erzeugen. Allerdings ist der Glasgehalt doch noch etwas niedriger als beim typischen Hüttensand 293.
Häufig fehlen noch gesicherte Erkenntnisse über die Wechselwirkung verschiedener Granulationsparameter mit den Eigenschaften der flüssigen Schlacke, z. B. ihrer dynamischen Viskosität. Zur systematischen Untersuchung dieser Zusammenhänge bieten sich Granulationen im Labormaßstab an, wie sie im FEhS-Institut durchgeführt werden (Bild 12). Hierbei werden zunächst auf Basis industriell erzeugter und um Korrekturstoffe ergänzter Hüttensande, aus Hochofenstückschlacken oder aus verschiedenen Einzelkomponenten unter realistischen, d.h. reduzierenden Bedingungen Hochofenschlacken erschmolzen, die anschließend unter variablen Granulationsbedingungen zu Hüttensand granuliert werden. Auf diese Weise ist es möglich, mit begrenztem Aufwand sowohl den Einfluss der Schmelz- und Granulationsparameter auf die Hüttensandeigenschaften nachzuweisen als auch die zementtechnischen Eigenschaften der Hüttensande zu bestimmen. Dies ist um so wichtiger, da die theoretische Voraussage dieser Eigenschaften auf Grund der verschiedenen Einflussparameter bisher nicht in zufriedenstellender Weise möglich ist [2].
Zwei exemplarische Anwendungsbeispiele sollen den Nutzen der Laborgranulationen verdeutlichen.
3.3.1 Einfluss der Schlackenviskosität
Die dynamische Viskosität der Hochofenschlacke wird außer von der Temperatur maßgeblich von der chemischen Zusammensetzung bestimmt und nimmt signifikanten Einfluss auf das Granulationsverhalten. Ihre Messung ist aufwendig, daher kommt der Berechnung große Bedeutung zu. Sie beruht auf einem im FEhS-Institut weiterentwickelten Modell [12]. Veränderungen um 0,01 Pa·s wirken sich bereits signifikant auf das Verhalten der flüssigen Hochofenschlacke aus, die beim Abstich (1400–1550 °C) eine Viskosität von 0,1–0,8 Pa·s aufweist (Zum Vergleich: Kalk-Natron-Glasschmelzen bei 1400 °C
oder flüssiger Honig bei 20 °C je 10 Pa·s, Wasser bei 20 °C 0,001 Pa·s).
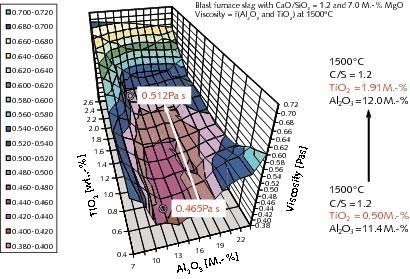
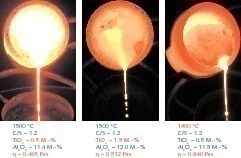
Bild 13 zeigt an einem konkreten Beispiel den Einfluss der chemischen Zusammensetzung der Hochofenschlacke in Form veränderter TiO2- und Al2O3-Gehalte auf deren berechnete Viskosität bei 1500 °C. In das Diagramm sind zwei Betriebs-punkte eingetragen, die zwei unterschiedlichen TiO2-Gehalten entsprechen. Ein Gehalt von 0,50 M.-% resultiert aus der normalen Möllerzusammensetzung, ein Gehalt von 1,92 M.-% aus der Zugabe von Ilmenit zum Möller zwecks Schutzes des Feuerfestmaterials des Hochofens. Erscheint ein Anstieg von 0,465 Pa·s auf 0,512 Pa·s zunächst vielleicht wenig signifikant, so zeigt Bild 14, dass sich die Schmelzen deutlich unterschiedlich verhalten. Die Einzelbilder zeigen die in den Laborgranulationen verwendeten Tiegel unmittelbar nach Entnahme aus dem Ofen und zu Beginn des Granulationsvorgangs. Im linken Teilbild (TiO2 = 0,5 M.-%, T = 1500 °C) erkennt man, dass fast keine Deckelbildung stattfindet (helle Strahlung) und die flüssige Schlacke in einem dünnen Strahl in die Granulationsanlage ausläuft. Im mittleren Teilbild (TiO2 = 1,9 M.-%, T = 1500 °C) hingegen sieht man die Deckelbildung (dunklere Strahlung) und das Abreißen des Schlackenstrahls. Dass sich erwartungsgemäß bei konstanter chemischer Zusammensetzung die Temperatur signifikant auf das Verhalten der Schmelze auswirkt, zeigt das rechte Teilbild (TiO2 = 0,5 M.-%, T = 1400 °C), in dem eine sehr starke Deckelbildung und ebenfalls das Abreißen des Schlackenstrahls erkennbar sind. Bei konstanten Granulationsbedingungen führt das unterschiedliche Verhalten der flüssigen Hochofenschlacke zu Hüttensand mit unterschiedlichen Eigenschaften.
3.3.2 Einfluss der chemischen Zusammensetzung
Zwar ist in Deutschland das Potential der Hüttensanderzeugung nahezu erschöpft (vgl. Abschnitt 2). Weltweit aber gibt es noch eine Reihe von Hochöfen ohne nachgeschaltete Granulationsanlagen. In diesen Fällen ist es vor einer Investitionsentscheidung von großem Interesse zu wissen, mit welcher Hüttensandqualität zu rechnen ist, wenn z. B. chemische Zusammensetzung, Schmelztemperatur und Glasgehalt vorgegeben sind. Das Interesse kann aber auch daraus resultieren, dass z. B. die chemische Zusammensetzung der Hochofenschlacke aus metallurgischen Gründen geändert werden soll und aus diesem Grund eine Veränderung der Hüttensandeigenschaften zu erwarten ist. In diesem Fall ermöglicht die Aussage über das Ausmaß dieser Veränderung einem Zementhersteller, rechtzeitig gezielte Maßnahmen zu ergreifen [18].
Das nachfolgende Beispiel skizziert die Untersuchungen für ein Hüttenwerk, das eine sehr spezielle Hochofenschlacke erzeugte. Diese Hochofenschlacke hatte eine Basizität (CaO+MgO)/SiO2 von nur 0,78, einen F-Wert von nur 0,88 (vgl.
Tabelle 1) und sie wurde zuvor nicht zu Hüttensand granuliert. Obwohl die Mindestanforderung von DIN EN 197-1 und
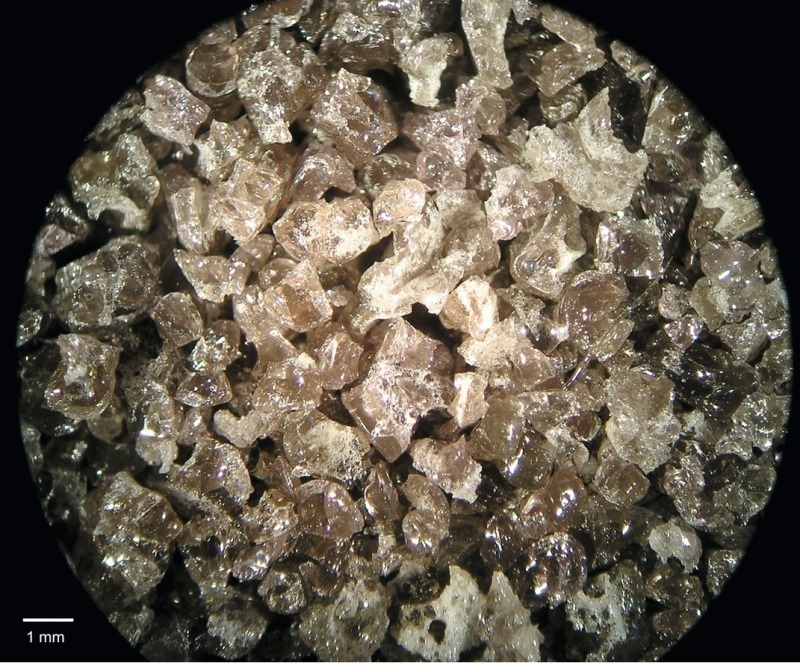
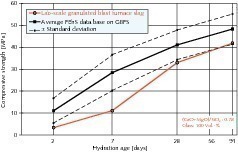
DIN EN 15167-1 an die Basizität nicht erfüllt wurde und obwohl auf Grund der Erfahrungen die potentielle Reaktivität als weit unterdurchschnittlich eingeschätzt wurde sollte experimentell ermittelt werden, ob eine Granulation ein glasiges Granulat mit nutzbaren latent-hydraulischen Eigenschaften erzeugen würde. Die Originalstückschlacke wurde aufgeschmolzen und zu Hüttensand granuliert (Bild 15). Der Glasgehalt betrug 100 Vol.-%. Nachdem der Hüttensand auf durchschnittliche Feinheit gemahlen worden war (4100 cm²/g, d50 % = 11 µm, n = 1,00) wurden die zementtechnischen Eigenschaften eines Labor-Hochofenzements (Hüttensand/Klinker-Verhältnis 75/25, 4,5 M.-% SO3) ermittelt. Bild 16 zeigt die Festigkeitsentwicklung im Vergleich zu den Durchschnittswerten der Hüttensanddatei des FEhS-Instituts [29]. Die Festigkeitsentwicklung des Zements mit dem labortechnisch erzeugten Hüttensand war zwar deutlich langsamer. Allerdings wurde durchaus ein aktiver Festigkeitsbeitrag des Hüttensands nachgewiesen. Aus ökonomischen Gründen stellte es jedoch keine Option dar, die Basizität der Hochofenschlacke dauerhaft ausreichend anzuheben. Daher entschloss sich das Hüttenwerk, seine Schlacke nicht zu Hüttensand zu granulieren.
Mit der Zeit sind alternative Granulationsverfahren, z. B. Granuliermühle, Luftgranulation [13] oder Pelletierung [14] entwickelt und eingesetzt worden, die heute jedoch keine großtechnische Bedeutung mehr haben. Dabei stand häufig das grundsätzliche Problem der Nassgranulation im Vordergrund, dass für die Trocknung des Hüttensands ein erheblicher Energieaufwand benötigt wird. Bei einer Restfeuchte von 10 M.-% müssen rd. 132 kWh/t Trocknungsenergie veranschlagt werden, die im Wesentlichen über thermische Energie (z. B. Heißgaserzeuger) gedeckt werden und rd. 40 % des Primärenergieinhalts von Hüttensandmehl ausmachen. Es „bestand daher schon lange das Bestreben, die Schlacken so zu granulieren, dass sie, ohne ihre hydraulischen Eigenschaften einzubüßen, aus diesem Arbeitsgang trocken und abgekühlt hervorgehen“ [13]. Auch wurde angestrebt, durch eine Feinverdüsung des Hüttensands Mahlenergie einzusparen, die rd. 45 % des Primärenergieinhalts von Hüttensandmehl ausmacht. Darüber hinaus hat es auch nicht an Versuchen gefehlt, den Wärmeinhalt der flüssigen Hochofenschlacke (1,6–1,9 GJ/t) vor und während der Granulation zu nutzen, ohne dass dies aber bisher zu realisierbaren Anlagen geführt hätte.
Neu entwickelte alternative Granulationsprozesse stehen bisher nicht im industriellen Maßstab zur Verfügung [15–17]. Dies liegt u.a. daran, dass ausreichende Abkühlraten nicht erreicht werden (zu geringer Glasgehalt), die vorgeschlagenen Prozesse einen zu hohen Energiebedarf aufweisen (z. B. für eine Heißgaserzeugung), die Hüttensandmorphologie unbefriedigend ist (hoher Faseranteil, kompakte und schwer mahlbare Kugeln) oder Prozesse bisher lediglich im Labormaßstab demonstriert wurden und nicht für große Mengenströme geeignet erscheinen.
4 Beeinflussung der Hüttensandeigenschaften
Im Hüttenwerk werden wesentliche Einflussparameter für den ungemahlenen Hüttensand eingestellt. Der Hochofenbetrieb bestimmt über Möllerzusammensetzung, die Art der Reduktionsmittel und die Schlackentemperatur die chemische Zusammensetzung und die Viskosität der Hochofenschlacke, ggf. auch die Glasstruktur des Hüttensands. Das Granulationsverfahren und die gewählten Granulationsbedingungen bestimmen vor allem die physikalischen Eigenschaften des Hüttensands (Sieblinie, Roh- und Schüttdichte, Porosität) sowie den Glasgehalt. Viele der genannten Parameter beeinflussen sich wechselseitig. Chemische Zusammensetzung, Viskosität, Granulationsverhalten und Glasbildung sind z. B. eng miteinander verknüpft. Alle Parameter bieten grundsätzlich ein Optimierungspotential im Hinblick auf die technischen Eigenschaften des Hüttensands, wie z. B. Restfeuchte, Mahlbarkeit oder Reaktivität. Einige können in der Praxis aber nur bedingt variiert werden, da metallurgische Vorgaben, installierte Anlagentechnik oder Kosten evtl. keine Variation zulassen [2].
5 Die Optimierung im Zementwerk
Hüttensande aus verschiedenen Hochöfen können sich in ihren Eigenschaften deutlich voneinander unterscheiden. In Tabelle 1 sind einige Parameter aus der Hüttensanddatei des FEhS-Instituts [29] zusammengestellt. Die Spannweite ist in Deutschland im Vergleich zu früheren Jahrzehnten durch Verringerung der Hochofenstandorte und Wegfall lokaler Erzlagerstätten wesentlich geringer als in früheren Jahren; im internationalen Ver-gleich ist sie nach wie vor groß.
Um das Reaktionspotential des Hüttensands, das er beim Eintreffen im Zementwerk aufweist und das nur bedingt auf der Basis von Kennwerten der chemischen Zusammensetzung und des Glasgehalts beurteilt werden kann, optimal auszunutzen und technisch optimierte Zemente für alle Anwendungsbereiche zur Verfügung zu stellen hat ein Zementhersteller verschiedene Möglichkeiten. Eine Übersicht findet sich in [18]. Eine wesentliche und häufig genutzte Optimierungsmöglichkeit ist die Einstellung einer bestimmten Feinheit, was insbesondere eine Kontrolle und Anpassung der Korngrößenverteilungen der verschiedenen Bindemittelkomponenten erfordert.
Obwohl seit längerem bekannt ist, dass der traditionelle Blainewert nach DIN EN 196-6 kein eindeutiges Feinheitsmerkmal darstellt, wird dieser Parameter immer noch zur Feinheitscharakterisierung und auch zur Mahlanlagensteuerung verwendet. Durch längere Lagerung, durch die Mahlatmosphäre und vermutlich auch durch die Granulationsbedingungen kann aber ein erhöhter Glühverlust (> 2 M.-%) der Hüttensandmehle auftreten (frischer Hüttensand: < 0,5 M.-%). Zum einen reichern sich nicht mehr reaktive Vorhydratationsprodukte bei der Mahlung im Feinstanteil des Hüttensandmehls an, zum anderen erscheint auch die Kornoberfläche der etwas gröberen Hüttensandkörner deutlich rauher als üblich [2]. Beides führt bei der Bestimmung der spezifischen Oberfläche nach Blaine, die auf der Durchströmbarkeit eines Pulverbetts beruht, zu Oberflächenwerten, die im Vergleich zur Korngrößenverteilung z.T. wesentlich zu hoch liegen.
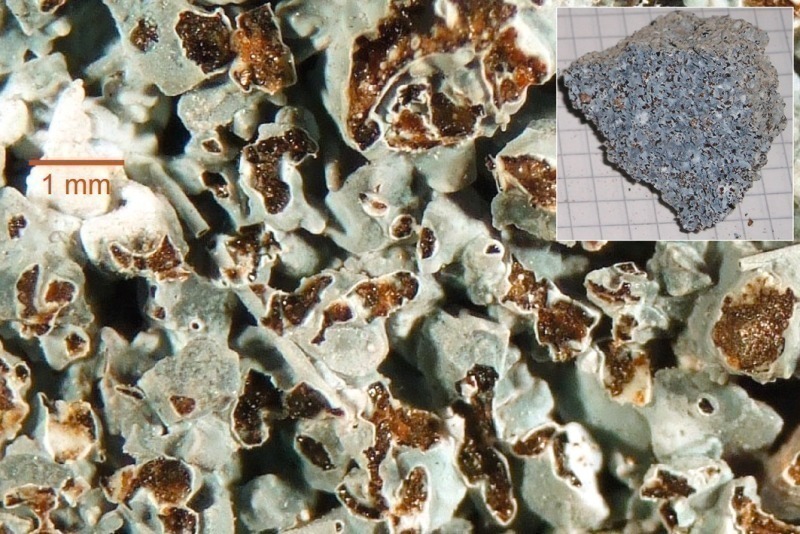
Die Überschätzung der tatsächlichen Feinheit hat zur Folge, dass ein Hüttensand nicht auf die tatsächlich erforderliche Feinheit eingestellt und demnach auch nicht gemäß seines Leistungspotentials genutzt wird. So wurde z. B. in früheren Untersuchungen die Leistungsfähigkeit länger gelagerter Hüttensande deutlich unterschätzt. Tatsächlich aber kann auch nach vielen Jahren Lagerzeit im Freien der größte Teil des Hüttensands aus unreagiertem Glas bestehen, dass bei adäquater Mahlung gemäß seiner chemischen Zusammensetzung und der Höhe des Glasgehalts latent-hydraulische Eigenschaften aufweist. Zwar stellt die Verfestigung des ungemahlenen, restfeuchten Hüttensands nach längerer Lagerung ein verfahrenstechnisches und in begrenztem Maß auch ökonomisches Problem dar. Aber für diese Verfestigung reicht bereits die oberflächliche Verkittung der einzelnen Partikel aus, die das Hauptvolumen des Hüttensandglases nicht betrifft, wie Bild 17 zeigt. Dieser mehr als
30 Jahre im Freien gelagerte Hüttensand war stark verfestigt und zeigte die typische Blaufärbung. Im gemahlenen Hüttensand betrug der Glühverlust im Mittel 4,6 M.-%, in der Fraktion > 32 µm 1,3 M.-%, und in der Fraktion < 32 µm 6,0 M.-%.
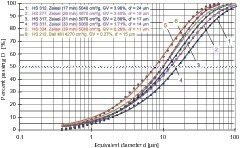
Darüber hinaus wird eine Beurteilung der Mahlbarkeit auf Basis des Blainewerts, wie sie beim Zeisel-Test vorgenommen wird, zu einer zu positiven Einschätzung, d. h. zu einer Unterschätzung des tatsächlich notwendigen Mahlenergiebedarfs, führen. In Bild 18 sind die Korngrößenverteilungen von fünf verschiedenen Hüttensandmehlen dargestellt, die sich nach der Durchführung des Zeisel-Tests ergaben. Zum Vergleich ist auch die Korngrößenverteilung eines in der Laborkugelmühle auf 4270 cm²/g gemahlenen Hüttensands mit niedrigem Glühverlust dargestellt (Nr. 6). Bei allen Hüttensanden stellte sich im Zeisel-Test nach sehr unterschiedlicher Mahldauer zwischen 17 und 39 Minuten eine sehr ähnliche spezifische Oberfläche nach Blaine von 4970–5080 cm²/g ein. Die Korngrößenverteilungen liegen aber um so weiter von der des „frischen“ Hüttensands mit niedrigem Glühverlust (Nr. 5) in Richtung geringerer Feinheit entfernt, je höher die Glühverluste der Hüttensande sind (Nr. 4 ➝ Nr. 1). Man erkennt, dass ihre Korngrößenverteilungen maximal derjenigen des Hüttensands Nr. 6 entsprechen.
Da beim Mahlbarkeitstest Kennlinien in der Form kWh/t =
f(cm²/g) aufgestellt werden ist es zwangsläufig, dass in den beschriebenen Fällen die Mahlbarkeit falsch, d. h. zu positiv bewertet wird. Es empfiehlt sich daher am Ende des Tests stets die Korngrößenverteilung des erhaltenen Feinguts zu ermitteln, um das Ergebnis korrekt bewerten zu können.
Die Mahlung des Hüttensands erfolgt separat oder gemeinsam mit den anderen Zementbestandteilen hauptsächlich in Kugel- oder Walzenschüsselmühlen bzw. in Kombinationen aus Gutbettwalzen- und Kugelmühlen. Da die Mahlung des harten und abrasiven Hüttensands einen vergleichsweise hohen Energieaufwand erfordert [19] sowie verschleißbehaftet ist gibt es verschiedene Entwicklungen, die insbesondere eine Verminderung des spezifischen Energiebedarfs verfolgen. Es ist bekannt, daß in herkömmlichen Mühlen nur maximal 10 % der eingesetzten Energie in Zerkleinerungsarbeit umgesetzt werden und so geht z. B. die EU-Kommission davon aus, dass nur auf der Basis neuartiger Zerkleinerungstechniken etwa 90 % des Mahlenergiebedarfs (theoretisch) eingespart werden können [20].
Im Sommer 2009 wurde von einem deutschen Unternehmen eine Weiterentwicklung der Gutbettwalzenmühle präsentiert, die gegenüber der bisherigen Gutbettmahlung eine Energieeinsparung von rd. 50 % sowie weitere Vorteile verspricht [21]. Ob sich diese Technologie, die auf ein Patent aus dem Jahr 1999 zurückgeht [22], im industriellen Einsatz bewähren wird, ist zum jetzigen Zeitpunkt noch nicht absehbar. Detaillierte Informationen, z. B. zur erreichbaren Feinheit, der Korngrößenverteilung und insbesondere zum Verschleiß, sind bisher nicht publiziert worden.
Bereits 2002 wurde durch ein deutsches Maschinenbauunternehmen ein neues Verfahren zur energieeffizienten Zerkleinerung vorgestellt [23, 24], bei der die Entwickler davon ausgehen, dass sie statt durch herkömmliche Druck-, Schlag- oder Scherwirkung mittels der durch einen Schallimpuls auf das Mahlgut übertragenen Energie wirkt. Zwei Forschungsprojekte widmeten sich zunächst einem Labor- („Nanofractor“) und anschließend einem Scale up-Aggregat („Ecopulser“). Zielstellung und Ergebnisse beider Projekte werden in [25, 26] beschrieben. Herzstücke der beiden Anlagen sind zwei sich sehr schnell (nmax. = 500 U/min, vmax. = 300 m/s) gegenläufig drehende und ineinander greifende Dispergierscheiben („Nanofractor“) bzw. Rotoren („Ecopulser“). Beide unterscheiden sich in ihrem geometrischen Aufbau und der maximalen Drehzahl.
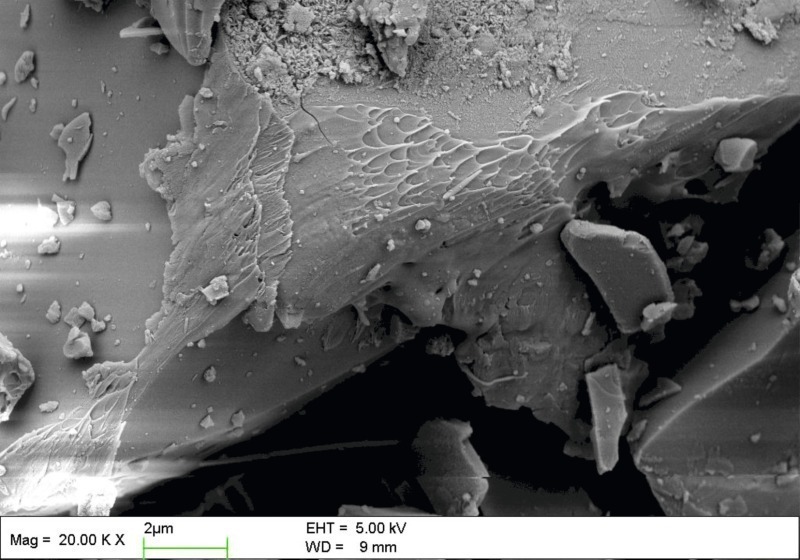
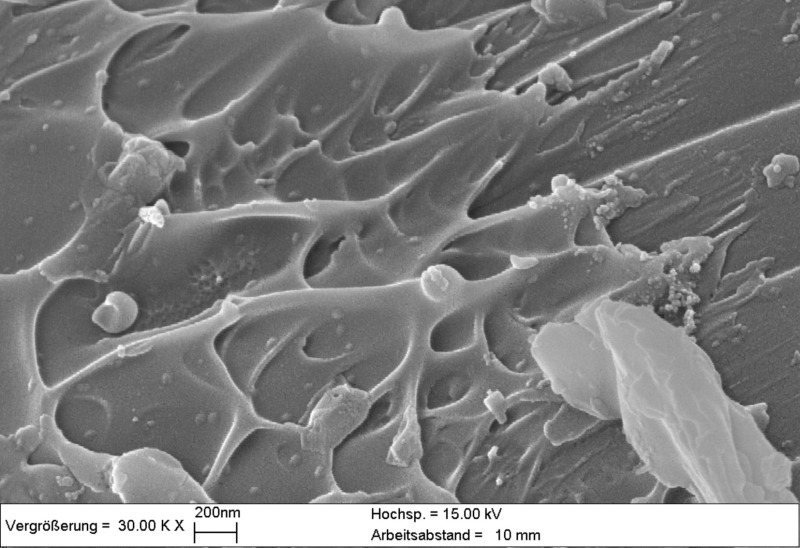
Die auffälligste Erscheinung an den im „Nanofractor“ erzeugten Hüttensandmehlen sind Fließspuren an zahlreichen Körnern (Bilder 19 und 20). Diese Spuren treten auch nach der Aufbereitung von Kalk-Natron-Glas auf, jedoch nicht bei kristallinen Stoffen. Die Ausprägung der Spuren lässt auf die Bewegungsrichtung der Partikel im Zerkleinerungsaggregat schließen. Derartige Effekte sind für Hüttensandmehle bisher nicht beschrieben worden. Die lokal insbesondere an den Kornkanten auftretenden Fließspuren lassen sich am plausibelsten mit plastischem Fließen erklären, das nach punktueller Einwirkung hoher mechanischer Energie in Folge extrem hoher Temperaturspitzen auftreten kann. Derartige Erscheinungen sind jedoch von Prallmühlen her bekannt und kein Indiz für eine Ultraschallzerkleinerung.
Die überwiegende Masse des Feinguts überschritt nach einfacher Zerkleinerung des Hüttensands bei keinem der Versuche eine spezifische Oberfläche von rd. 2000 cm²/g nach Blaine. Eine mehrfache Nachmahlung des Feinguts erhöhte die Feinheit nur minimal. Auch dies ist eher ein Indiz für eine Prallzerkleinerung, da die einmal zerkleinerten Partikel eine zu geringe Masse für eine weitere Zerkleinerungswirkung aufweisen. Bei einem detailliert untersuchten Zerkleinerungszyklus des „Nanofractors“ lag der über fünf Versuchsdurchgänge summierte spezifische Energiebedarf bei rd. 2,4 kWh/t. Dieser geringe spezifische Energiebedarf ist ebenfalls typisch für eine Prallzerkleinerung, da diese eine energetisch günstige Einzelkornzerkleinerung darstellt. In herkömmlichen Hüttensandmahlanlagen liegt der spezifische Verschleiß bei rd. 24–50 g/t Mahlgut. Im „Nanofractor“ wurden bei der Hüttensandmahlung für die Dispergierscheiben z.T. hohe Werte von 30–700 g/t ermittelt. Auch dies ist typisch für eine Prallzerkleinerung. Der Verschleiß liegt überwiegend in einem Bereich, der zwangsläufig weitere Modifikationen der Werkstoffe für die Dispergierscheiben erfordert.
Die vorstehend beschriebenen Ergebnisse resultieren aus einer Vielzahl von Labor- und Technikumsversuchen. Sie führen zu dem Schluß, dass noch erheblicher Entwicklungsbedarf besteht. Ein industrieller Einsatz für die Hüttensandmahlung ist zurzeit nicht absehbar.
6 Ausblick
Die Herstellung von Zement ist ein rohstoff- und energieintensiver Prozeß. Vor dem Hintergrund der begrenzten Verfügbarkeit dieser Ressourcen, der CO2-Diskussion und der weltweit wachsenden Zementnachfrage ist die Nutzung alternativer Roh- und Brennstoffe zwingend notwendig. Hüttensand ist eine erprobte und leistungsfähige anthropogene Alternative, die zur partiellen Substitution des Portlandzementklinkers genutzt wird. Da die Granulation der flüssigen Hochofenschlacke zu Hüttensand die zweckmäßigste Maßnahme darstellt, diese Schlacke auf einem technisch und ökonomisch hohen Niveau zu nutzen und sie darüber hinaus erhebliche ökologische Vorteile im Hinblick auf die Klinkersubstitution bietet, steht zu erwarten, dass in naher Zukunft auch der wesentliche Teil der weltweit noch schätzungsweise rd. 30 % bisher nicht granulierter Hochofenschlacke zu Hüttensand transformiert und als Hauptbestandteil von Zement, als Betonzusatzstoff oder als Basis alternativer Bindemittel („Geopolymere“) genutzt wird. Hierbei kommt einer energieeffizienten Aufbereitung des vergleichsweise schwer mahlbaren und abrasiven Hüttensands eine wesentliche Rolle zu. Allerdings kann Hüttensand weltweit auf Grund des Verhältnisses von Zement- zu Hochofenschlackenproduktion von rd. 9:1 (Stand 2008, Bild 1) nicht der einzige alternative Zementbestandteil bleiben, wenn der Klinkerfaktor weiter abgesenkt werden soll. Daher steht zu erwarten, dass auch Schlacken aus anderen Prozessen oder „künstliche“ Schlacken in gleicher Weise genutzt werden müssen, sofern sie dem Hüttensand oder Klinker vergleichbare technische Eigenschaften aufweisen.
tab ZKG KOMBI Test
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.
tab ZKG KOMBI Study Test
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.