Current developments in the manufacturing and utilization of granulated blast furnace slag
![5 Transformation of a melt into glass [27]](https://www.zkg-online.info/imgs/101523074_f5aff1a83e.jpg)

![7 Modern granulating plant [28]](https://www.zkg-online.info/imgs/101523079_a75d189e56.jpg)

![10 “Freezing” of a state of higher disorder due to rapid cooling [27]](https://www.zkg-online.info/imgs/101523113_101b67be13.jpg)


Summary: Due to the necessity to reduce CO2 emissions in cement making the partial substitution of cement clinker by granulated blast furnace slag (GBFS) has become established. This article deals comprehensively with the granulation process of GBFS as well as with the effects of the granulating process on the properties of GBFS. However, the properties of GBFS may further be optimized in the cement plant, mainly during the grinding process. In the future also artificial slags or slags from other technical processes with suitable properties could perhaps be used as clinker substitutes.
Because of its latent-hydraulic properties, granulated blast furnace slag (GBFS) has been employed as a cement component and as a concrete additive for more than 100 years. Formed from liquid blast furnace slag, it is a by-product of hot metal production in blast furnaces and thus of the steel manufacturing process. 65 % of all the steel manufactured worldwide comes from the blast furnace/LD converter while only 35 % is produced by the electric furnace process. GBFS is created by the dispersion and extremely rapid cooling of liquid blast furnace slag by means of water or air...
Because of its latent-hydraulic properties, granulated blast furnace slag (GBFS) has been employed as a cement component and as a concrete additive for more than 100 years. Formed from liquid blast furnace slag, it is a by-product of hot metal production in blast furnaces and thus of the steel manufacturing process. 65 % of all the steel manufactured worldwide comes from the blast furnace/LD converter while only 35 % is produced by the electric furnace process. GBFS is created by the dispersion and extremely rapid cooling of liquid blast furnace slag by means of water or air granulation. The predominantly vitrified granulate material is subsequently dried and ground to cement fineness. Despite many years of experience in the production and utilization of granulated blast furnace slag a number of questions remain unresolved with regard to the granulation process, its influence on the GBFS properties, process optimization in the cement factory and even the fundamental reaction mechanisms. Moreover, the manufacturing of steel – and thus the production of GBFS – and the manufacturing of cement and concrete are subject to economic and seasonal cycles that may not run parallel. The object of this article is to describe some current technological developments and to outline the economic situation.
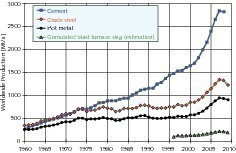
The manufacturing process of hot metal/steel and that of cement/concrete are closely linked via the material GBFS. Both industrial sectors are key industries in national economies all around the world. Since 1960 the demand for steel has quadrupled from approx. 345 m t to 1.33 bn t (2008). Parallel to the demand, hot metal production increased in the same period from 258 m t to approx. 932 m t (Fig. 1) [1]. Every tonne of hot metal results in the production of 160-500 kg of blast furnace slag or granulated blast furnace slag respectively. In Germany, the specific figure during normal operation of steel plants is 255 kg/t. A large blast furnace with a hearth diameter of 15 m can produce more than 12 000 t of hot metal per day, which means that a daily quantity of around 3300 t of blast furnace slag is also produced and then has to be discharged from the blast furnace and utilized in a technologically efficient, economical and environmentally safe manner [2]. In 2008, approximately
6.7 m t of blast furnace slag was granulated into GBFS (dry). This corresponds to 85 % of the total quantity produced. Only 15 % was allowed to set and form crystalline air-cooled blast furnace slag, which has no latent-hydraulic properties and is mainly used for road construction purposes [3]. In 2008, approx. 25 m t
of GBFS was produced in the 27 EU countries, while an estimated 210 m t was produced worldwide.
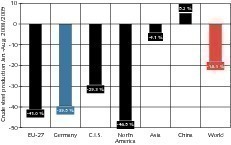
At the beginning of the 4th quarter of 2008, an unprecedented slump occurred in the production of crude steel and thus of hot metal and GBFS. In the first 8 months of 2009, the mean decrease in crude steel production was 18 %, while the 27 EU countries even experienced a decline of 41 % (Fig. 2) [1]. As an inevitable consequence, granulated blast furnace slag production dropped, even though the specific quantity of slag per tonne in some cases rose to figures considerably in excess of the mean value of 255 kg/t.
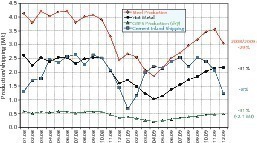
Figure 3 presents the situation in Germany. The course of the curves clearly illustrates the problematic situation, especially in the spring and summer of 2009. In earlier years a decrease in crude steel production due to economic factors did not necessarily have a negative effect on GBFS production because the granulation rates were constantly rising (1960: 24 %, 2008: 85 %), but at the almost maximum granulation rates that had meanwhile been attained, the unprecedented slump in crude steel production inevitably affected GBFS production figures. Since 2009 the situation has improved perceptibly. All around the world, numerous blast furnaces that had been temporarily shut down have been put back into operation or will be in the near future. For 2009 the World Steel Association reported a decline of 8 % (worldwide) and 30 % (EU-27). However, it is to be expected that the unchanged worldwide need for steel products will again lead to a significant increase in demand and thus in production.
Since 1960, the worldwide demand for cement has increased more than tenfold from approx. 280 m t to 2.9 bn. t (2008) [4] (Fig. 1). The Battelle Memorial Institute forecasts a cement demand of 2.4-3.2 bn. t for 2020 and 3.7-5.4 bn. t for 2050 [5]. Against the background of the consumption of raw materials and primary energy that is associated with the production of clinker, the emission of CO2 that results from the use of raw material and primary energy and the resultant considerable economic consequences, an intensive discussion is currently taking place about resource conservation, including the possibilities of clinker substitution [6, 7, 8]. In many countries granulated blast furnace slag is a recognised and established alternative for clinker. However, due to the disproportion of around 9:1 between cement production and GBFS output (2008, Fig. 1), GBFS cannot remain the only alternative cement component if further significant reductions in the clinker factor are to be achieved. But even the utilization of pozzolanic materials like hard coal fly ash, silica dust or rice husk ash, and of inert limestone meal will probably not be sufficient. It must therefore be expected that, for instance, slags from other processes or “artificial” slags will also have to be used, provided that they have comparable technical properties to those of GBFS or clinker.
Liquid blast furnace slag has a density of approx. 2.8 g/cm³, which is lower than that of hot metal (approx. 7.8 g/cm³), so that “it floats on the iron like oil on water” (L. Beck, 1897). This makes it possible for the slag to be either continuously drained via slag notches into slag ladles (not customary nowadays) or to discharge it together with the hot metal when tapping the blast furnace and then to separate it in the gutter using a skimmer, a weir made of refractory material (Fig. 4).
The granulation process has to ensure that the stream of slag is dispersed into fine particles and also that it is rapidly cooled to below the transformation threshold (Tg approx. 840 °C). This cooling leads to such a quick increase in slag viscosity that the formation of a crystalline structure is prevented and a glass is formed (Fig. 5). According to Tammann [9], it is theoretically possible for every organic melt to set into a vitreous solid if the cooling process is rapid enough.
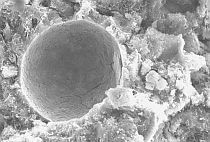
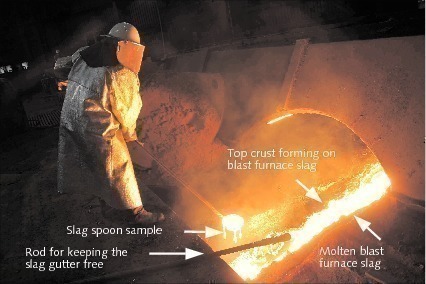
In order to produce GBFS, the liquid slag is either fed into a slag ladle, in which it is then transported to a centrally located granulating plant, or it is fed to a granulating plant adjacent to the blast furnace. Due to the fact that blast furnace slag has a low thermal conductivity, it tends to already form shell and top crust in the tapping gutter and particularly in the slag ladles (Fig. 6), which hinders the granulation process and reduces the yield. A heat loss of only 50 K can already have a negative effect on the granulation properties and on the reactivity of the GBFS. For these reasons, decentral granulation is usually preferred. However, space problems often make it difficult to implement this solution close to the blast furnace.
Nowadays, the most commonly used method is wet granulation with dispersion and quenching of the liquid blast furnace slag in a large excess of water (ratio of water to slag = 6–10/1). This involves feeding the slag through one or more water jets and into a granulating spout or a granulating tank, so that it is dispersed into fine particles and rapidly cooled to below the transformation temperature before onward conveying. The configuration of modern granulating plants can be very complex, as shown in Figure 7. They have to handle very large slag input quantities (up to 12 t/min), that are supplied discontinuously. The wet granulation process produces a mixture of granular GBFS < 5 mm and water. The wet GBFS is first dewatered in drums, screw conveyors or gravel beds and subsequently stored in silos or outdoor storage facilities. After dewatering, and thus when in the condition in which it is supplied to cement factories, it still contains a certain amount of residual moisture depending on the period of dewatering, due to its particle size distribution and its more or less distinct porous structure. GBFS from modern granulating plants is normally stored and supplied by the metallurgical works with a residual moisture content of 6-15 percent by mass (M.-%). In the case of older plants or certain GBFS characteristics, the residual moisture content may even be considerably higher (> 20 M.-%). An energy-intensive and therefore costly drying process is then needed before or during the grinding to reduce this moisture to figures < 1 M.-%. Furthermore, the storage of residually moist GBFS causes noticeable consolidation even after just six months, so that it has to be fed to a crushing plant before further processing.
In addition to the chemical composition of the blast furnace charge and the melt history in the blast furnace, other factors affecting the granulation include the variable parameters of water to slag ratio, water temperature and pressure and geometric conditions in the granulating plant. At least in theory, these parameters therefore offer a certain optimization potential.
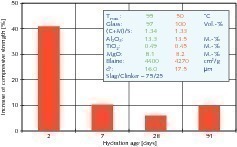
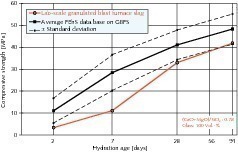
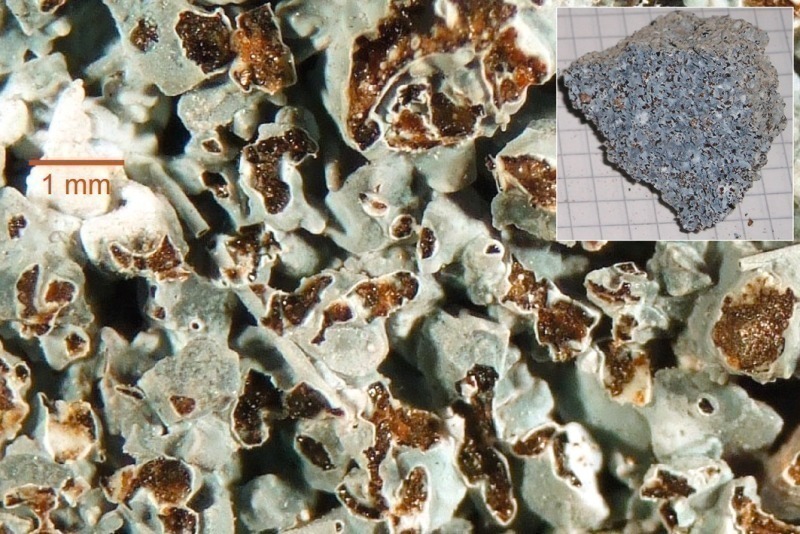
Figure 8 shows two granulated blast furnace slags that have the same chemical composition but were produced in different industrial granulating plants with and without limitation of the maximum granulating water temperature. It is perceptible that the quickly attained uncontrolled maximum temperature of around 95 °C (left) leads to a coarser and more porous GBFS (with higher residual moisture content) than a specifically controlled maximum temperature of 50 °C (right). There is also a slight negative effect on the glass content. It is noteworthy that the reactivity of the GBFS (in the sense of strength development) is also higher if the granulation water is cooler. Figure 9 shows the difference in mortar strengths at different hydration ages (GBFS to clinker ratio 75/25). Although the GBFS granulated with a water temperature of max. 50 °C was ground somewhat coarser, it produced significantly higher strengths, particularly after 2 days. This can be explained by “freezing” of the melt coming down from a high temperature (Fig. 10) in a state of higher disorder of the vitreous constituents, resulting in a lower chemical resistibility of the GBFS.
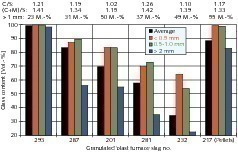
Figure 11 demonstrates that the granulation process should always produce particles that are as small as possible and that they should subsequently be cooled down rapidly. For six different granulated blast furnace slags and GBFS pellets, the chart shows the microscopically determined glass content of the manually pestled original particle size range [10], the particle fraction < 0.5 mm, the fraction 0.5–1.0 mm and the fraction > 2 mm. The 0.5–1.0 mm particle fraction was selected because it is also used in the grindability test acc. to Zeisel to rule out the effect of different grading curves on the grindability [11].
The chart shows firstly that with all the granulated blast furnace slags the coarser fractions > 2 mm have a lower glass content than the average fraction and particularly the fine fraction < 0.5 mm. At a predominantly constant basicity the average glass content decreases with an increasing proportion of coarser GBFS (GBFS 293, 287, 232). However, the glass content is decided not only by the content of coarser particles but also by the chemical composition of the liquid blast furnace slags. Figure 11 shows that if the basicity is low (GBFS 201) the average glass content does not fall as far as would be expected on the basis of the above explanations, despite the higher content of particles > 2 mm. This is due to the tendency of “acid” blast furnace slag to readily vitrify. This enables even the coarser particles to predominantly set in vitreous form, as a comparison of GBFS 201 and GBFS 287 shows. If the basicity is higher, the GBFS tends towards spontaneous crystallization, as a comparison of GBFS 281 and GBFS 287 demonstrates. The glass content of the coarser particle fraction of the basic GBFS 281 is significantly lower than that of GBFS 287 and therefore the average glass content is also lower, although the content of particles < 2 mm is almost identical. This has the side effect that an assessment of the grindability on the basis of a grinding test performed on a certain particle fraction (e. g. 0.5–1.0 mm) will lead to false interpretations if the glass content in the selected size fraction is significantly above the average (e.g. GBFS 281 and GBFS 232). This is because higher glass contents correspondingly raise the energy requirement for GBFS grinding.
It should, however, be noted that the majority of Central European granulated blast furnace slags correspond to GBFS 293, which – due to the granulation conditions – is made up of fine particles and is thus almost completely vitrified in all its size fractions.
The cause-and-effect links described above for wet-granulated GBFS also fundamentally apply to GBFS pellets, which are manufactured by the semi-dry process (GBFS 217). Although their granulometry is relatively coarse, the dispersion and cooling conditions are favourable enough to produce extensively vitrified material also in this case. However, the glass content is somewhat lower than that of the typical GBFS 293.
There is still often a lack of reliable knowledge concerning the interaction of different granulation parameters with the properties of liquid slag, for instance with its dynamic viscosity. An effective means of systematically studying these cause-and-effect links is offered by laboratory-scale granulation, as performed by the FEhS Institute (Fig. 12). On the basis of industrially-produced granulated blast furnace slags with added corrective material, air-cooled blast furnace slags or different individual components are first melted under realistic (i. e. reducing) conditions and subsequently granulated into GBFS under various granulation conditions. This method involves a limited amount of work, and allows the effect of melting and granulation parameters on GBFS properties to be identified and also permits the GBFS properties to be determined with regard to their suitability for the cement manufacturing process. This is an important point, because it has not hitherto been possible to satisfactorily predict these properties by theoretical methods based on the different influencing parameters [2].
In the following, two application examples are employed to demonstrate the usefulness of laboratory granulation.
3.3.1 Effect of slag viscosity
The dynamic viscosity of blast furnace slag is decisively determined not only by the temperature but also by the chemical composition and has a significant influence on the granulation properties. As its measurement is complicated, great importance attaches to the calculation. This is based on a model that was refined in the FEhS Institute [12]. Changes of 0.01 Pa·s already have a significant effect on the characteristics of the liquid blast furnace slag, which at tapping (1400–1550 °C) has a viscosity of 0.1–0.8 Pa·s (for comparison: molten soda-lime glass at 1400 °C or liquid honey at 20 °C each have 10 Pa·s, while water at 20 °C has 0.001 Pa·s).
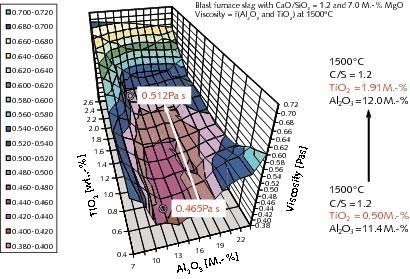
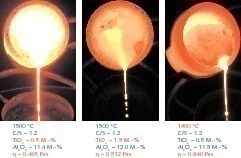
Figure 13 provides a specific example demonstrating the effect of the blast furnace slag’s chemical composition in the form of modified TiO2 and Al2O3 contents on their calculated viscosity at 1500 °C. The two operating points entered in the diagram correspond to the two different TiO2 contents. A content of 0.50 M.-% results from the normal charge composition, while the other content of 1.92 M.-% results from the addition of ilmenite to the charge for the purpose of protecting the refractory lining of the blast furnace. Although an increase from 0.465 Pa·s to 0.512 Pa s may initially seem to possess little significance, the melts have significantly different characteristics, as shown in Figure 14. The three pictures show the crucibles used for laboratory granulation immediately after their withdrawal from the kiln and at commencement of the granulation process. In the left-hand picture (TiO2 = 0.5 M.-%, T = 1500 °C) it can be seen that there is practically no formation of top crust (bright radiance) and that the liquid slag runs into the granulating plant as a thin continuous stream. By contrast, the middle picture (TiO2 = 1.9 M.-%, T = 1500 °C) shows formation of top crust (duller radiance) and a thicker, non-continuous stream of liquid slag. The right-hand picture (TiO2 = 0.5 M.-%, T = 1400 °C), showing a very strong formation of top crust and also a non-continuous stream of liquid slag, illustrates that – as expected – the temperature has a significant effect on the characteristics of the melt when the chemical composition is constant. Given constant granulation conditions, the different characteristics of the liquid blast furnace slag leads to the production of granulated blast furnace slags with different properties.
3.3.2 Effect of the chemical composition
In Germany, the potential for GBFS manufacturing has been almost exhausted (compare section 2). However, on a worldwide scale there are numerous blast furnaces that are not followed by granulating plants. In these cases, the owners will not wish to make an investment decision without knowing what GBFS quality they can expect when, for instance the chemical composition, melt temperature and glass content are pre-specified. Interest in knowing the GBFS quality may also result from a need to alter the chemical composition of the blast furnace slag for metallurgical reasons so that a change in the GBFS properties is to be expected. In this case, details of the extent of this change will enable a cement manufacturer to take purposeful measures in good time [18].
The following example outlines the analyses conducted for a metallurgical works that produced a very special kind of blast furnace slag. This had a basicity (CaO+MgO)/SiO2 of only 0.78, an F-value of only 0.88 (compare Table 1) and had never before been granulated into GBFS. Although this slag did not fulfil the minimum requirement of DIN EN 197-1 and DIN EN 15167-1 for the basicity, and although the potential reactivity was expected on the basis of experience to be far below average, laboratory analyses were performed in order to determine whether its granulation would produce a vitreous granulate material with usable latent-hydraulic properties. The original agglomerated blast furnace slag was melted and granulated into GBFS (Fig. 15). The glass content was 100 % by volume. After the GBFS had been ground to average fineness, (4100 cm²/g, d50 % = 11 µm, n = 1.00) the properties of a laboratory blast furnace cement (GBFS/clinker ratio 75/25, 4.5 M.-% of SO3) were determined. Figure 16 shows its strength development in comparison to the average values from the blast furnace slag archive of the FEhS institute [29]. Although the strength development of the cement with the laboratory-produced GBFS was significantly slower, it was clear that the GBFS actively contributed to the strength generation. However, for economic reasons it was feasible to take permanent measures to adequately raise the basicity of the GBFS, and the metallurgical works therefore decided not to transform its slag into GBFS.
In the course of time, various alternative granulation processes, e.g. granulating mill, air granulation [13] or pelletizing [14] were developed and applied, but are no longer industrially employed. Quite often, the fundamental problem of wet granulation was the reason for their disappearance, due to its considerable energy requirement. If the residual moisture content is 10 M.-%, the energy requirement is approx. 132 kWh of drying energy per tonne, which mainly has to be covered by thermal energy (e. g. hot gas generator) and makes up around 40 % of the primary energy input for GBFS production. “Efforts have therefore been made over a long period of time to develop a granulation process that produced cool, dry GBFS without impairing its hydraulic properties” [13]. Attempts have also been made to atomize the GBFS in order to save on grinding energy, which makes up approx. 45 % of the primary energy input for ground GBFS production. Moreover, there have been numerous attempts to utilize the heat content of the liquid blast furnace slag (1.6–1.9 GJ/t) before and during granulation, but none of these has so far led to the realization of a feasible plant.
No newly-developed alternative granulation processes have yet become available on an industrial scale [15-17]. The principal reasons for this are the inability to achieve adequate cooling rates (inadequate glass content), excessive energy requirement (e.g. for hot gas generation), unsatisfactory GBFS morphology (high content of fibres, compact granules that are difficult to grind) or that the processes have hitherto only been demonstrated on a laboratory scale and do not appear suitable for large throughput rates.
Crucial influencing parameters for the unground blast furnace slag are determined in the metallurgical works. The blast furnace operation determines with charge composition, type of reduction agent and the slag temperature the chemical composition and viscosity of the blast furnace slag and possibly the vitreous structure of the GBFS. The granulation process and the selected granulation conditions determine particularly the physical properties of the GBFS (grading curve, apparent and bulk density, porosity), as well as the glass content. Many of the mentioned parameters have reciprocal effects. The chemical composition, viscosity, granulation properties and glass formation are, for instance, closely interrelated. All the parameters fundamentally offer optimization potential with regard to the process-relevant properties of the GBFS, such as residual moisture content, grindability and reactivity. However, in practice some can only be modified to a limited extent, as the metallurgical specifications, installed plant systems or costs may not permit any variation [2].
Granulated blast furnace slags from different blast furnaces can have greatly differing properties. Table 1 presents some parameters from the GBFS archive of the FEhS Institute [29]. The range of difference in Germany is far narrower than in earlier decades, due to the smaller number of blast furnaces and the exhaustion of local ore deposits, but in international comparison it is still large.
In order to optimally utilize the reaction potential that the GBFS possesses upon arrival at the cement plant and that can only be assessed to a limited extent on the basis of characteristic data of the chemical composition and of the glass content, and to produce optimum cement grades for every field of application, a cement manufacturer has various possibilities. An overview of these is presented in [18]. One important and often employed means of optimization is to set a particular fineness, which demands specific control and adaptation of the granulometry of the different binding agent components.
Although it is a long-known fact that the traditional Blaine value according to DIN EN 196-6 is not an unambiguous characteristic of fineness, this parameter is still employed for fineness characterization and also for controlling grinding systems. However, due to lengthy storage, the atmosphere within the grinding system and presumably also to the granulation conditions, the ground GBFS can possess a high loss on ignition (> 2 M.-%) (fresh GBFS: < 0.5 M.-%). One reason for this is that the no longer reactive prehydratation products accumulate in the ultrafine fraction of the ground GBFS during the grinding process and another appears to be that the surface of the somewhat coarser GBFS particles is significantly rougher than usual [2]. During determination of the specific surface acc. to Blaine, which is based on the permeability of a bed of powder, these two factors cause surface values to be obtained that are sometimes considerably too high in comparison to the particle size distribution.
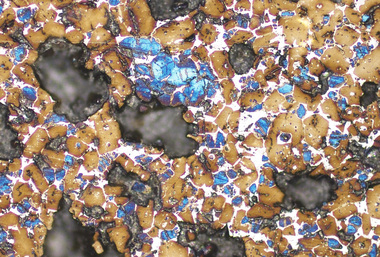
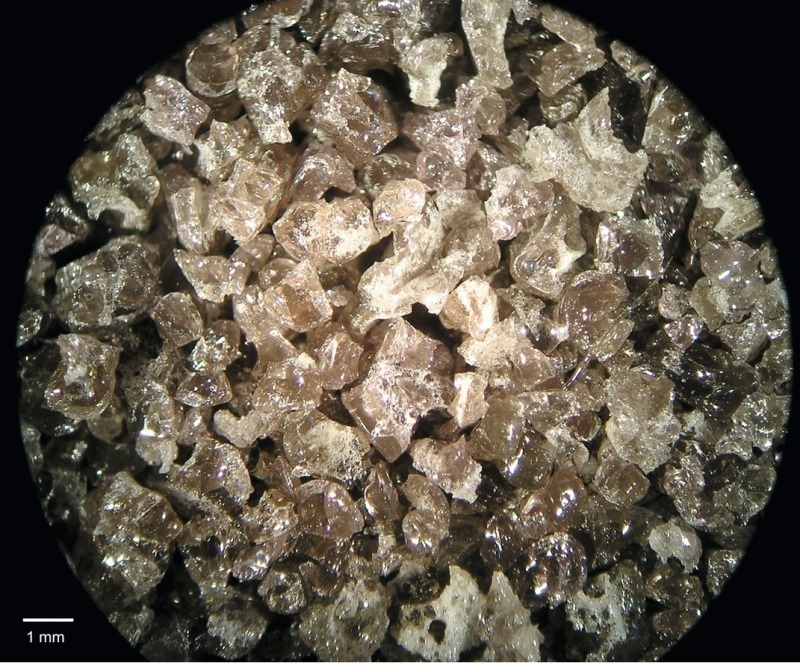
This overestimation of the real fineness makes it impossible to set the GBFS to the required fineness and thus prevents its utilization in accordance with its potential for the cement production process. For this reason, earlier analyses resulted in considerable underestimation of the process capabilities of GBFS that had been stored for a lengthy time. In fact, however, even blast furnace slag that has been stored in the open air for many years can mainly consist of unreacted glass that, if adequately ground, still possesses latent hydraulic properties in accordance with its chemical composition and percentage glass content. Although the consolidation of the unground, residually moist granulated blast furnace slag after lengthy storage represents a process-technological and – to a limited extent – an economic problem, it is often just caused by bonding of the particles on the surface and does not affect the main volume of the blast furnace slag glass, as demonstrated by Figure 17. This blast furnace slag had been stockpiled in the open air for more than 30 years, was highly consolidated and showed the typical blue colouration. The mean LOI of the blast furnace slag after grinding was 4.6 M.-%, in the fraction > 32 µm it was 1.3 M.-% and in the fraction < 32 µm it was 6.0 M.-%.
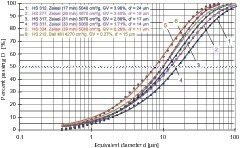
Moreover, an assessment of the grindability on the basis of the Blaine value, such as that performed in the Zeisel test, leads to a too positive evaluation, i. e. to an underestimation of the energy actually required for the grinding. Figure 18 shows the particle size distributions found by Zeisel testing on five different granulated blast furnace slags. For comparison, the particle size distribution of a GBFS with low LOI that was ground in the laboratory ball mill to 4270 cm²/g (No. 6). After widely differing grinding times of between 17 and 39 minutes, all these blast furnace slags were found by the Zeisel test to have very similar specific surfaces acc. to Blaine of 4970 – 5080 cm²/g. However, the higher their LOIs are (No. 4 ➝ No. 1), the more their particle size distributions differ from that of the “fresh” blast furnace slag with low LOI (No. 5) in the direction of lower fineness. At maximum, their particle size distributions correspond to that of GBFS No. 6.
As the grindability test results in characteristic curves in the form of kWh/t = f(cm²/g), it is inevitable that in the described cases the grindability is wrongly evaluated, i.e. too positively. To correct the result, it is therefore recommendable to determine the particle size distribution of the fine material produced at the end of the test.
GBFS is either ground separately or is co-ground with the other cement constituents. The most commonly used grinding units are ball mills, roller mills or combinations of roller presses (high-pressure grinding rolls) and ball mills. The hard and abrasive GBFS requires a relatively high energy input for the grinding process [19] and involves a high rate of wear, and for this reason a number of developments are in hand, most of which are directed at reducing the specific energy requirement. In view of the well-known fact that conventional mills can only transform a maximum of 10 % of the input energy into comminution work, authorities such as the European Commission assume that on the basis of new grinding methods around 90 % of the grinding energy requirement can (in theory) be saved [20].
In summer 2009, a German company presented a refinement of the roller press that promises an energy saving of around 50 % plus other advantages compared to the interparticulate grinding process employed so far [21]. It is not yet possible to say whether this technology, which is derived from a patent granted in 1999 [22], will actually prove effective in industrial operation. No detailed information, e. g. regarding the finenesses obtained, the particle size distribution and particularly the wear rates involved, has yet been published.
As long ago as 2002, a German mechanical engineering company presented a new process for energy-efficient grinding [23, 24], which the developers stated would comminute the feed material by acoustic pulses instead of the conventional pressure, impact or shear effects. Two research projects were initiated, firstly on the basis of a laboratory device (“Nanofractor”) and subsequently using a scale-up unit (“Ecopulser“). The objectives and results of both projects are described in [25, 26]. The central components of both machines are two very rapidly counter rotating (nmax. = 500 rpm, vmax. = 300 m/s) dispersing disks in the “Nanofractor” and rotors in the “Ecopulser”. The two units differ in their geometric design and maximum speed of rotation.
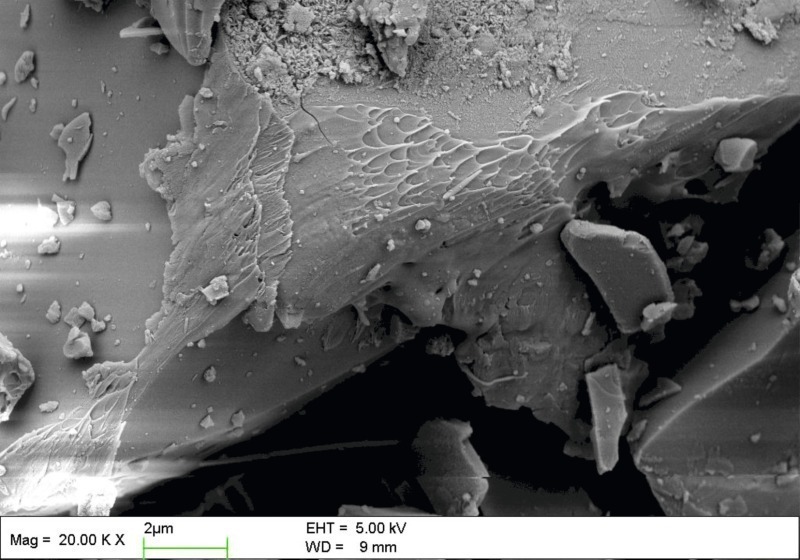
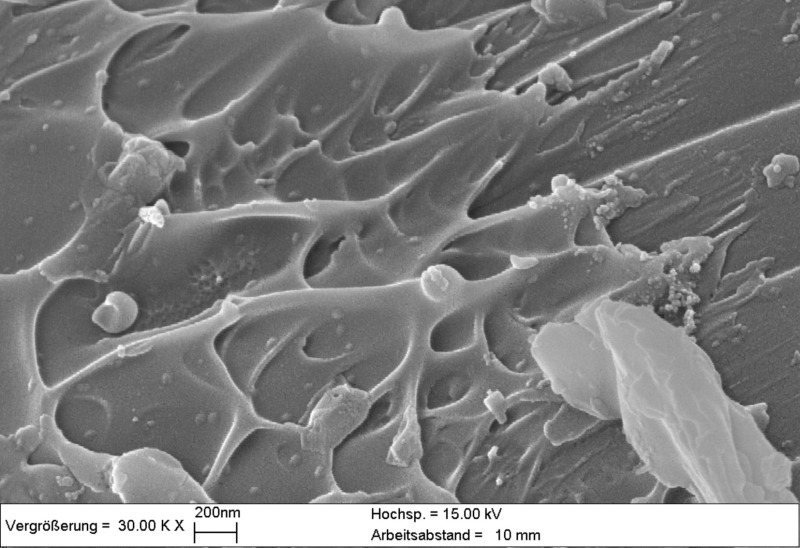
The most conspicuous feature of the GBFS produced in the “Nanofractor” is the appearance of flow tracks on many of the particles (Figs. 19 and 20). Such tracks are also found after the preparation of soda-lime glass but not in the case of crystalline materials. The form of the tracks indicates the flow direction of the particles in the comminution machine. This kind of effect has not previously been described for GBFS. The local flow tracks that particularly occur on the edges of the particles can be most plausibly explained by plastic flow, which can arise as a result of the punctiform action of high mechanical energy due to the occurrence of high temperature peaks. Flow tracks are, however, known from impact crushers and are not an indicator of ultrasonic comminution.
The major portion of the fine material obtained after one pass did not exceed a specific surface of approx. 2000 cm²/g acc. to Blaine in any of the performed tests. Repeated regrinding of the fine material only slightly increased the fineness. This also tends to indicate impact comminution, in which the mass of the particles broken in the first pass is too low to permit an additional comminution effect in further passes. In a detailed study of the “Nanofractor‘s” comminution cycle, the total specific energy requirement of five test passes was approx. 2.4 kWh/t. This low specific energy requirement is also typical for impact comminution, as this represents an energy-efficient comminution of individual particles. In conventional GBFS grinding systems the specific wear rate is around 24–50 g/t of feed material. In the “Nanofractor” the dispersing disks showed wear rates of 30–700 g/t, i. e. partially in a high range of wear, another feature that is typical for impact comminution. This demands further modification of the materials used for the dispersing disks.
The results described above are derived from numerous trials in the laboratory and test facility. They lead to the conclusion that there is still considerable need for development. At the moment it cannot be foreseen whether this process will become applicable for industrial GBFS grinding.
The cement manufacturing process entails a high consumption of raw materials and energy. Against the background of limited resource availability, the CO2 discussion and the increasing worldwide demand for cement, the use of alternative raw materials and fuels has become imperative. Granulated blast furnace slag is a proven and effective man-made alternative that is used for partial substitution of the Portland cement clinker.
Granulation of liquid blast furnace slag into GBFS represents the most practicable method of utilizing this slag at a high technological and economic level and also offers substantial ecological benefits in respect of clinker substitution. It is therefore to be expected that most of the estimated 30 % of the blast furnace slag produced worldwide that has hitherto not been granulated will also be processed into GBFS in the near future and then used as the main constituent of cement, as a concrete addition or as the basis for alternative binding agents (“geopolymers”). In this process, energy-efficient preparation of the comparatively difficult to grind and abrasive GBFS will play an important role. Admittedly, the worldwide ratio of cement production to blast furnace slag production of 9:1 (status 2008, Fig. 1) means that GBFS cannot remain the only alternative constituent of cement if the clinker factor is to be further reduced. It is therefore to be expected that slags from other processes or “artificial” slags will also have to be used in the same manner, provided that they have comparable technical properties to those of GBFS or clinker.
Überschrift Bezahlschranke (EN)
tab ZKG KOMBI EN
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.
tab ZKG KOMBI Study test
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.