Betriebskostensenkung durch innovative Messtechnik am Brenner beim Einsatz von flüssigen Ersatzbrennstoffen


Der Zementprozess benötigt viel Energie zur Herstellung. Aus diesem Grund hat man sich frühzeitig mit dem Einsatz von Sekundärbrennstoffen auseinandergesetzt, um die Energiekosten im thermischen Prozessteil zu senken. Je nach Verfügbarkeit am Markt und Verwendbarkeit im Brennprozess, werden die unterschiedlichsten Stoffe von grobstückig (dreidimensional) bis zu flüssig zur Feuerung des Drehrohrofens genutzt.
Eine konstante Energiezufuhr ist für die Klinkerherstellung wichtig, damit eine gleichmäßige Klinkerqualität im Drehrohrofen hergestellt werden kann. Die Erfassung der unterschiedlichen...
Der Zementprozess benötigt viel Energie zur Herstellung. Aus diesem Grund hat man sich frühzeitig mit dem Einsatz von Sekundärbrennstoffen auseinandergesetzt, um die Energiekosten im thermischen Prozessteil zu senken. Je nach Verfügbarkeit am Markt und Verwendbarkeit im Brennprozess, werden die unterschiedlichsten Stoffe von grobstückig (dreidimensional) bis zu flüssig zur Feuerung des Drehrohrofens genutzt.
Eine konstante Energiezufuhr ist für die Klinkerherstellung wichtig, damit eine gleichmäßige Klinkerqualität im Drehrohrofen hergestellt werden kann. Die Erfassung der unterschiedlichen Massenströme von Verbrennungsluft am Brenner und den verschiedenen Brennstoffen ist heute Stand der Technik. Für flüssige Brennstoffe werden zunehmend Online-Massedurchfluss-Messsysteme nach dem Coriolis-Prinzip eingebaut.
Sekundärbrennstoffe haben oft das Merkmal, dass sich ihre Eigenschaften bei jeder neuen Anlieferung verändert haben; das kann bei flüssigen Brennstoffen der Heizwert, die Zusammensetzung oder die Viskosität sein, bzw. auch beides. Als Bevorratungstanks für flüssige Sekundarbrennstoffe wird meistens auf die vorhandene Infrastruktur zurückgegriffen, die ausreichend Pufferkapazität zur Aufnahme mehrerer Chargen oder Lieferungen gewährleistet. Während der Lagerung können dann Entmischungen der einzelnen Chargen auftreten, so dass die zuvor gezogene Probe bei der Anlieferung zu wenig Aussagekraft über die am Brenner eindosierte Qualität des flüssigen Sekundärbrennstoffes hat.
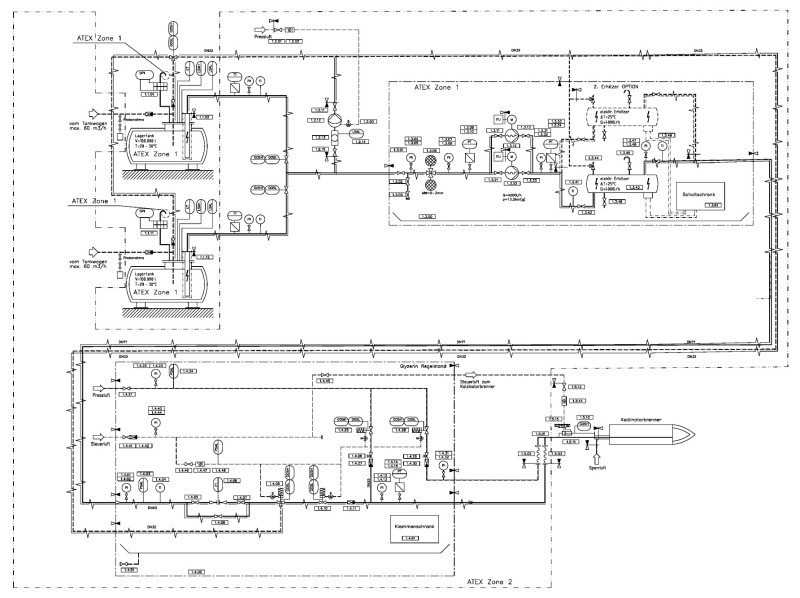
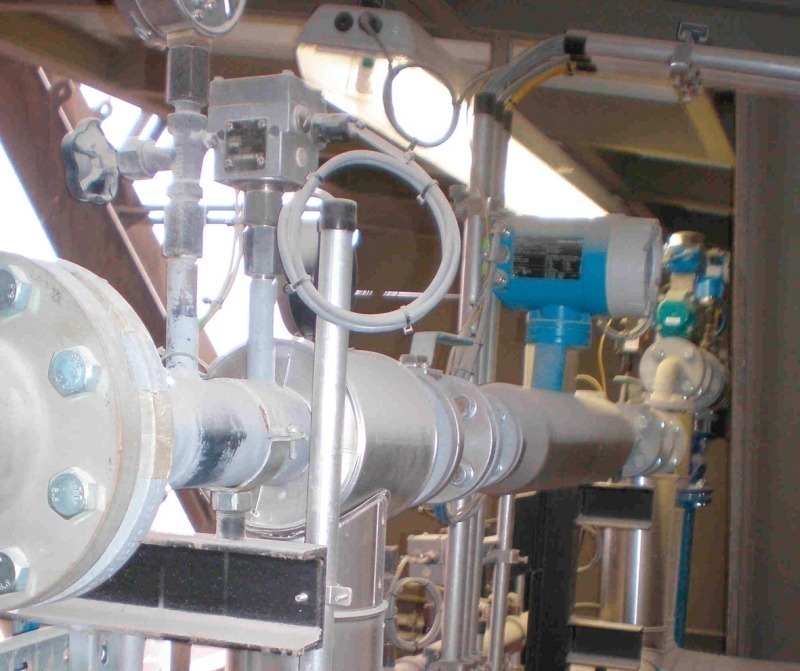
In einem Zementwerk in Österreich wird als Sekundärbrennstoff Glycerinrückstand aus Biodiesel-Anlagen eingesetzt. Dieses Glycerin enthält zudem noch produktionsbedingte Reste von Methanol. Die Lagerung des Brennstoffes findet in zwei liegenden 100 m³-Tanks statt, die mit einer Warmwasserheizung versehen sind. Das Konzept der Brennersteuerung wurde von UNITHERM-CEMCON Feuerungsanlagen Wien (Bild 1) entwickelt und umgesetzt. Die neben den Tanks installierte Pumpe fördert das auf 30 –50 °C erwärmte Glycerin (Bild 2) zunächst durch einen Vorwärmer und dann über 160 m zu dem Brenner am Kalzinator des Vorwärmerturms. Die lange Förderleitung ist mit einer Begleitheizung ausgerüstet.
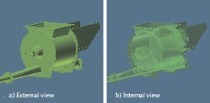
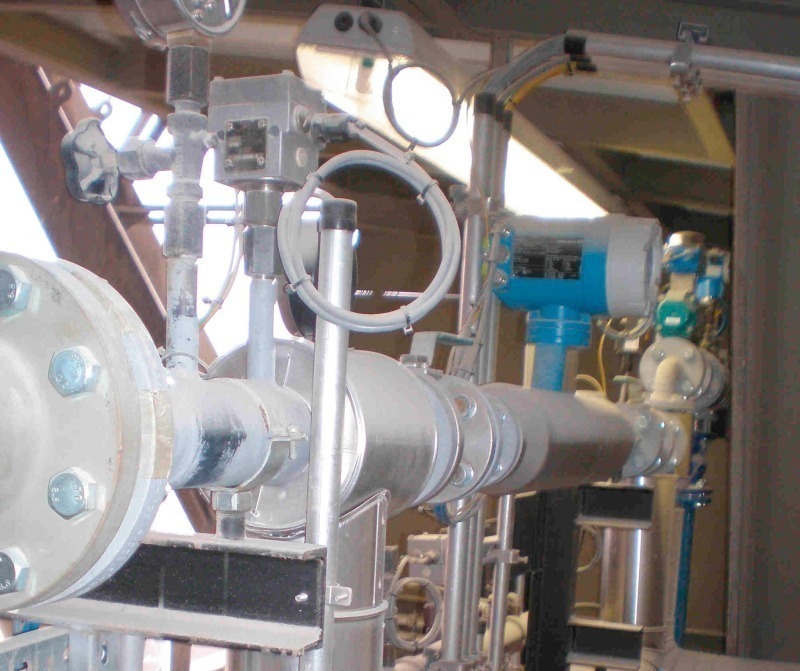
Vor dem Brenner, in der Eindüsung in den Kalzinator, ist ein Massedurchfluss-Messgerät Promass I nach dem CoriolisPrinzip von Endress+Hauser eingebaut. Der Promass I (Bilder 3 und 4) ermöglicht neben der Erfassung der klassischen Coriolis-Messgrößen, wie den Massedurchfluss, die Mediumsdichte und der Temperatur, zusätzlich die Messung der Viskosität des Fördermediums. Die Information über den aktuellen Massestrom wird der Brennersteuerung übermittelt, damit der aktuelle Energieeintrag sowie die Verteilung der Brennstoffströme geregelt werden kann.
Die zusätzlichen Informationen über die Viskosität des aktuell eingedüsten Glycerins werden über das Leitsystem zur Steuerung des Glycerin-Vorwärmers genutzt. Das Glycerin wird nur noch soweit aufgewärmt, dass die Pumpfähigkeit und die Zerstäubungsqualität am Brenner gegeben sind. Auch die Temperaturmessung des Promass I kann in die Regelung integriert werden. Der Vorteil für den Betreiber ist der niedrige und optimierte Energieverbrauch zum Aufheizen des Glycerins. Es muss also nicht mehr konstant auf den ungünstigsten Wert aufgewärmt werden, sondern es wird kostenoptimiert, ganz gezielt, nur die tatsächlich notwendige Vorwärmtemperatur erzeugt, um die optimale Viskosität für den Zerstäuber im Brenner zu erreichen. Dies hilft dem Betreiber, die laufenden Betriebskosten zu senken und somit seine Wettbewerbsfähigkeit zu steigern.
Zudem wird die Viskositätsmessung mit Proline Promass I dazu genutzt, die Druckluftmenge an der Brenner-Lanze zu optimieren. Eine zu hohe Viskosität des Brennstoffes würde eine zu lange Flamme im Kalzinator erzeugen und damit auch die Lebensdauer der Ausmauerung deutlich reduzieren, was weitere Kosten nach sich ziehen würde. Des Weiteren besteht die Gefahr der Flammenverschleppung, was als Folge Strähnen im Wärmetauscher entstehen lässt und eine Verschlechterung der CO-Werte im Abgasstrom mit sich bringt. Eine zu hohe Brennstoffviskosität zieht eine schlechte Zerstäubung, also zu große Tropfen mit sich, welche die Verbrenndauer verdoppeln lassen. Der Verbrennungsprozess im Kalzinator würde sich entsprechend verschlechtern.
In diesem speziellen Fall im Zementwerk wird die Messung auch in das Sicherheitskonzept mit einbezogen. Seitens der Behörden gab es hier die Auflage, die Dampfblasenbildung im Glycerin-Vorwärmer zu vermeiden, bzw. Gefahrenpotenzial im Ansatz rechtzeitig zu detektieren. Das Massedurchfluss-Messgerät Promass I erfasst die aktuell eindosierte Menge vor dem Brenner. Weicht dieser Wert in einem definierten Zeitraum über 5 % von der, aus der Pumpendrehzahl errechneten Menge ab, oder fangen die Werte an unverhältnismäßig zu springen, ist dies ein Indiz für Dampfblasen in der Rohrleitung. Der Promass erkennt die Schwankungen und veranlasst, dass die Anlage automatisch in einen sicheren Zustand gefahren wird. Die Gefahr eines Schadens im Brennstoffaufbereitungssystem wird dadurch vermieden.
Das beschriebene Konzept des Brenners mit dem Massedurchfluss-Messgerät Promass I ist nicht nur für den oben beschriebenen Einsatz des Ersatzbrennstoffs Glycerin, sondern auch für andere, höher viskose Brennstoffe, wie schweres Heizöl, geeignet. Durch die zusätzliche Information der Viskosität lässt sich das Flammenbild bestimmen bzw. regeln. Zudem können in einer kompakten und einfach zu installierenden Messstelle mehrere Prozessgrößen unabhängig voneinander erfasst werden (Bild 4).
tab ZKG KOMBI Test
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.
tab ZKG KOMBI Study Test
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.