Innovative measuring technology on the burner cutsoperating costs when using liquid substitute fuels


The cement production process requires large quantities of energy. For this reason, the use of secondary fuels was studied intensively at an early stage, with the aim of reducing energy costs in the thermal zone of this process. The most diverse substances, extending from coarse-particled (three-dimensional) solids up to and including liquids, are used, depending on their market availability and their suitability for the combustion process, to heat the rotary kiln.
A constant energy-input rate is important in clinker production, to assure consistent and uniform clinker quality in the kiln....
The cement production process requires large quantities of energy. For this reason, the use of secondary fuels was studied intensively at an early stage, with the aim of reducing energy costs in the thermal zone of this process. The most diverse substances, extending from coarse-particled (three-dimensional) solids up to and including liquids, are used, depending on their market availability and their suitability for the combustion process, to heat the rotary kiln.
A constant energy-input rate is important in clinker production, to assure consistent and uniform clinker quality in the kiln. Monitoring of the diverse mass flows of combustion air, and the various fuels, at the burner is now standard technological practice. On-line mass flow meters applying the Coriolis principle are increasingly being installed to monitor liquid fuel flows.
A frequently encountered characteristic of secondary fuels is the fact that their properties and parameters may change with every new delivery; in the case of liquid fuels, the variable factors may be composition or viscosity – or both, in some cases. The existing infrastructure is generally utilized to provide storage tanks for liquid secondary fuels, assuring adequate buffer capacity for accommodation of several batches or shipments. Segregation of the individual batches can occur during storage, however, with the consequence that any sample taken at a previous delivery has too little informative value concerning the quality of the liquid secondary fuel now metered at the burner.
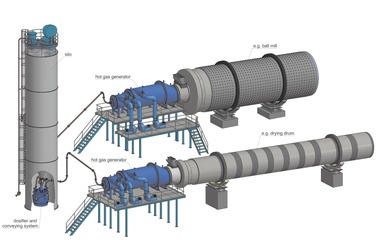
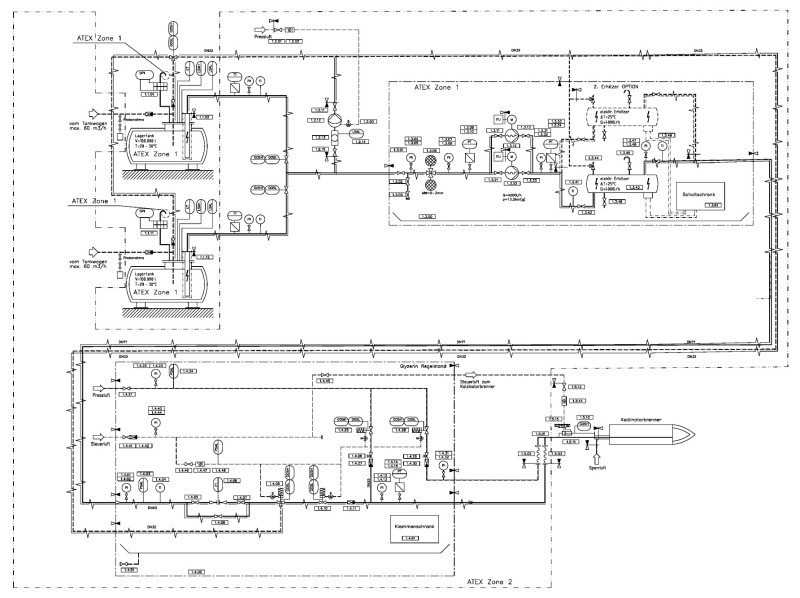
One cement plant in Austria uses glycerin by-product from biodiesel production plants as a secondary fuel. As a result of the biodiesel production process, this fuel also contains small amounts of residual methanol. The fuel is stored in two horizontal tanks, each of 100 m³ capacity and equipped with a hot-water tank heating system. The burner control concept was developed and implemented by the UNITHERM-CEMCON Feuerungsanlagen combustion system specialists, of Vienna (Fig. 1). The pump installed adjacent to theses tanks delivers the glycerin, heated to 30 to 50° C (Fig. 2) firstly to a preheater and then across a length of more than 160 m to the burner on the calciner of the preheater tower. The long delivery line is fitted with trace heating.
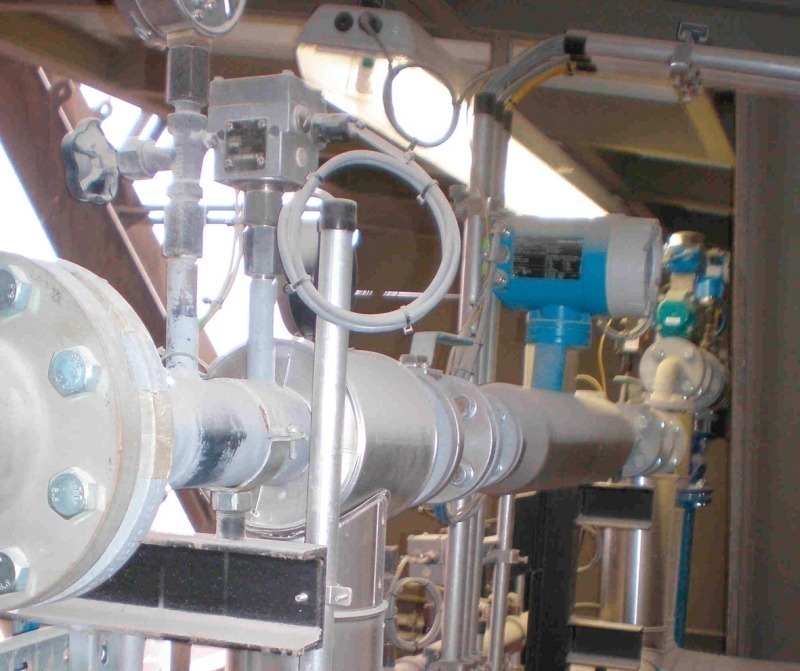
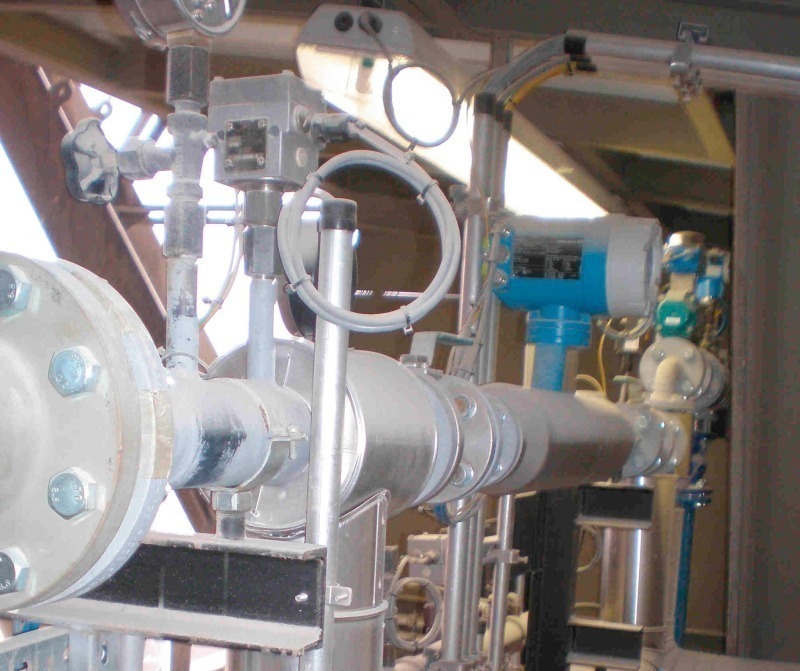
Endress+Hauser installed a Promass I mass flow meter applying the Coriolis principle upstream of the burner, in the calciner injection system. The Promass I (Figs. 3 and 4) permits not
only acquisition of the classical Coriolis measured variables, such as mass flow, fluid density and temperature, but also measurement of the viscosity of the conveyed fluid. Instantaneous mass-flow data is[1] relayed to the burner control system, to permit regulation of energy input and the distribution of the fuel flows.
The additional information on the viscosity of the injected glycerin is used, via the process control system, for control of the glycerin preheater. The fuel is only heated sufficiently to assure its pumpability and trouble-free atomization at the burner. Temperature measurement by the Promass I can also be integrated into the regulation system. The benefit for the operator takes the form of low, optimized energy consumption for heating of the glycerin, which is therefore no longer constantly heated to an uneconomical level, but systematically and cost-optimized to only the preheat temperature actually necessary to achieve the best possible viscosity for the burner atomizer, assisting the operator in reducing continuous operating costs and thus improving his competitiveness.
In addition, measurement of viscosity by the Proline Promass I is also utilized to optimize compressed air feed for the burner lance. Excessively high fuel viscosity would result in too long a flame in the calciner, and thus significantly reduce the service life of the refractory lining, with significant extra costs as a consequence. There is, in addition, the danger of flame carry-over, which would cause streaks in the heat exchanger and impair CO values in the waste-gas flow. Excessively high fuel viscosity results in poor atomization, i. e., overlarge droplets, which double the required combustion time and correspondingly impair the combustion process in the calciner.
In the special case at this cement plant, measurement is also integrated into the plant‘s safety concept. The authorities demanded here the avoidance of bubbling in the glycerin preheater, and the assured early detection of any potential hazard. The Promass I mass flow meter monitors the instantaneous flow of fuel injected upstream of the burner. Deviation of this value from the flow calculated from pump operating speed by more than 5 % within a defined period, or excessive fluctuation in the values, indicates bubbling in the pipeline. The Promass detects these fluctuations and automatically resets the system to a safe condition, avoiding the danger of damage to the fuel preparation system.
The concept outlined above for a burner equipped with the Promass I mass flow meter is suitable not only for use with glycerin as a substitute fuel, as in the case described above, but also for other high-viscosity fuels, such as fuel oil. The additional information on viscosity makes it possible to determine and control the flame shape. In addition, multiple process variables can be registered independently of one another at a compact, easily installed measuring station (Fig. 4).
Überschrift Bezahlschranke (EN)
tab ZKG KOMBI EN
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.
tab ZKG KOMBI Study test
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.