Hydration, phase and microstructure development of Ultra-High Performance Concrete
Summary: This paper gives an overview of the microstructural results regarding hydration, phase and microstructure development of Ultra-High Performance Concretes which differ in their binder composition. A matter of particular interest was the way in which ground granulated blast furnace slag influences the hydration process and the microstructure development. The results show that the hydration of Ultra-High Performance Concretes containing ground granulated blast furnace slag is significantly retarded although reduced superplasticizer content was used. Due to an optimised grain granulometry, high content of fine particles as well as low w/c ratio and an extremely strong interlocking of the C-S-H phases, a considerable microstructure densification is visible.
During the last decades Ultra-High Performance Concrete has gained more interest in research and concrete application due to the development of highly effective concrete additives. In the middle of the nineties Cheyrezy et al. [1] established the term “Reactive Powder Concrete” (RPC) for high performance concretes with a high content of particles ≤ 125 µm (cement, quartz powder, pozzolanic additives) and low water to cement ratio (w/c). Over the years the English term “Ultra-High Performance Concrete” (UHPC) was established. An updated overview of capabilities and applications...
During the last decades Ultra-High Performance Concrete has gained more interest in research and concrete application due to the development of highly effective concrete additives. In the middle of the nineties Cheyrezy et al. [1] established the term “Reactive Powder Concrete” (RPC) for high performance concretes with a high content of particles ≤ 125 µm (cement, quartz powder, pozzolanic additives) and low water to cement ratio (w/c). Over the years the English term “Ultra-High Performance Concrete” (UHPC) was established. An updated overview of capabilities and applications of UHPC is given by Fehling et al. [2].
So far only a few investigations have been published concerning the characterisation of the hydration process and the microstructure development of UHPC [1– 6]. Our own results [7– 8] regarding the hydration process and microstructure development of UHPC under different curing conditions and several high resolution electron microscopy imaging techniques reveal that the hydration products show a significantly smaller crystal growth in UHPC compared to normal concrete. Furthermore it was shown that a very dense microstructure has developed, although high amounts of incompletely reacted clinker particles are present in UHPC microstructure. This was also observed by Korpa et al. [9] who presented first results on phase development with powder X-ray diffraction in UHPC compared to normal concrete. They revealed that the phase development is analogue to normal concrete, though the system UHPC contains clearly higher amounts of unreacted clinker phases due to low water content.
UHPC mixtures contain high amounts of energy-intensive manufactured ordinary Portland cement (600 –1000 kg/m3) compared to normal concrete (approx. 400 kg/m3) [3]. From an ecological and economic point of view a reduction of the cement content is important. Investigations performed by Ludwig et al. [10], Bornemann et al. [11] and Droll [12] concerning the application of ground granulated blast furnace slag (GGBFS) in UHPC show that these concretes have a decreased strength compared to accordant portland cement containing UHPC. Current investigations performed by Gerlicher et al. [13] document that with a suitable choice of the raw materials a replacement of ordinary Portland cement (OPC) by GGBFS is possible and comparable fresh and hardened concrete properties will be achieved.
This paper will present microstructural results regarding hydration, phase and microstructure development of UHPCs which differ in their binder composition. Thereby the influence of GGBFS on the early hydration and nano- and microstructure was investigated. A matter of particular interest was in which way GGBFS influences the hydration process and what kinds of hydration products will develop compared to UHPC containing only OPC as binder. The phase and microstructure development was characterised by means of several high resolution electron microscopy imaging techniques on fresh, non-coated concrete pastes, fractured surfaces as well as polished sections.
The investigations were carried out on UHPC mixture M2Q (M1) [14] and mixture UHPC-H75-1 (M2) containing ground granulated blast furnace slag, see Table 1. The development and supply of mixture M2 were carried out by the co-operation partners (Dipl.-Ing. T. Gerlicher, Prof. D. Heinz; CBM, TU Munich) of the priority program SPP 1182 “Substainable building with UHPC”. Investigations were performed with an ordinary Portland cement with low C3A content type CEM I 52.5 R-HS/NA according to DIN EN 197-1. Due to unequal times of assessment the application of two cement delivery batches were necessary. The chemical and mineralogical composition of raw materials are given by reference [15]. The physical parameters can be taken from Table 2.
The influence of ground granulated blast furnace slag on the hydration process of UHPC was analysed by isothermal heat conduction calorimetry at 25 °C (DCA Type 05, Institute for Cement Dessau).
The hydration process at an early stage (up to 28 hours) as well as the microstructure development of UHPC were characterised on fresh binder pastes and fractured surfaces respectively with an “Enviromental Scanning Electron Microscope” (ESEM, FEI, Netherlands) under the following conditions (12 °C, 90 % relative humidity [WET-mode]), 25 kV). A micromanipulator was used in the sample chamber to generate a fresh surface of the analysed sample. Additionally the microstructure of UHPC was imaged on polished sections by high resolution backscattered electrons (BSE) at a high vacuum with an accelerating voltage of 15 kV. By means of conventional SEM or ESEM the extremely dense microstructure of UHPC cannot be imaged in detail at high acceleration voltages. The application of another type of microscope, Nova NanoSEM (FEI, USA), allows ultra high resolution images of the UHPC microstructure on fresh, uncoated fractured surfaces at low acceleration voltages (2-5 kV) under “low-vacuum” (Helix detector) and “high vacuum” conditions respectively (Through Lens Detector [TLD]) [16, 17]. In accompanying investigations the mineralogical phase composition was determined at selected points in time.
3 Results
and the early hydration
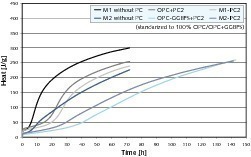
This chapter presents results on the influence of ground granulated blast furnace slag on the hydration process and the early hydration of Ultra-High Performance Concrete. Figure 1 shows the released hydration heat of UHPC-mixtures containing OPC- (M1) OPC and GGBFS (M2) respectively.
On the basis of Figure 1 it is shown, that the maximum hydration heat of mixtures M1 and M2 (w/c = 0.4, without superplasticizer) appear at eight hours. The addition of superplasticizer (PC2, w/z = 0.22) to the mixtures caused a strong
retardation. The maximum heat release of mixture M1 occurs after 28 hours. In contrast the maximum heat release of mixture M2 containing GGBFS is retarded another five hours (33 hours), although a significantly smaller superplasticizer dosage was necessary to reach the required flow (Table 1). All analysed mixtures containing GGBFS, and especially
the superplasticizer containing mixtures (CEM-GGBFS-PC2,
M2-PC2) showed up to 72 hours a decreased heat release compared to samples of mixture M1
(239 J/g). This results from a 74 % reduced OPC-content. It is known from the hydration of normal concrete that the slag reaction proceeds slowly. Because of the high amounts of superplasticizers and at the same time very low water content (w/c=0.22) the ground granulated blast furnace reaction in UHPC is extremely decelerated.
Investigations on the UHPC microstructure development were carried out on fresh binder pastes at early stages of hydration. Up to a hydration time of < 15 hours the microstructure of an OPC-rich reference mixture M1 is dominated by silica fume spheres and ettringite crystals. After a hydration time of 15 hours the first C-S-H phases with a length of max. 60 nm are visible in the microstructure. Towards 16 hours of hydration the mixture (M2) containing GGBFS is in the induction period and the microstructure is dominated by SF-particles and sporadic ettringite crystals can be observed in the microstructure. After 28 hours, the point in time of maximum heat release of M1, a clear densification of the microstructure is observed due to new formation and growth of C-S-H phases (Fig. 2). At that time the first C-S-H phases were formed in M2, the ettringite crystals show only a minor linear growth (Fig. 3).
on the binder composition
With progressing microstructure densification it is not possible to produce a contrast rich, high resolution image of the nanoscale binder components (C-S-H phases, silica fume, ettringite crystals) at high acceleration voltage (25–30 kV) as is necessary in ESEM wet-mode. The application of the microscope Nova NanoSEM [16, 17] enables high resolution imaging of the UHPC microstructure at low acceleration voltages
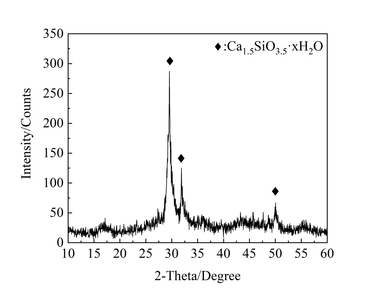
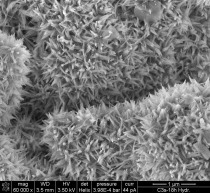
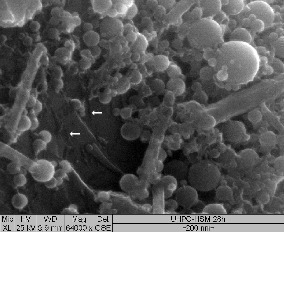
(2–5 kV) on fresh, uncoated fractured surfaces. In the above chapter it was mentioned that after 28 hours of hydration the first C-S-H phases were visible in the UHPC mixture M2 containing GGBFS. In Figure 4 it is visible that two days after water addition numerous short tapered C-S-H phases have developed between SF-particles and other fine additives (GGBFS, quartz powder) which create a very dense microstructure. Furthermore 2 µm big crystal aggregates were punctually detected in water stored or heat treated GGBFS samples (M2), which were determined by means of electron beam microanalysis (EDS) as AFm-phases [17]. This monophase was not observed in mixture M1. The formation of AFm-phases is attributed to additional aluminium introduced by GGBFS. No AFm-phases were detected with X-ray powder diffraction. This is due to the fact that this phase exists only in low amounts and below the detection limit of the method.
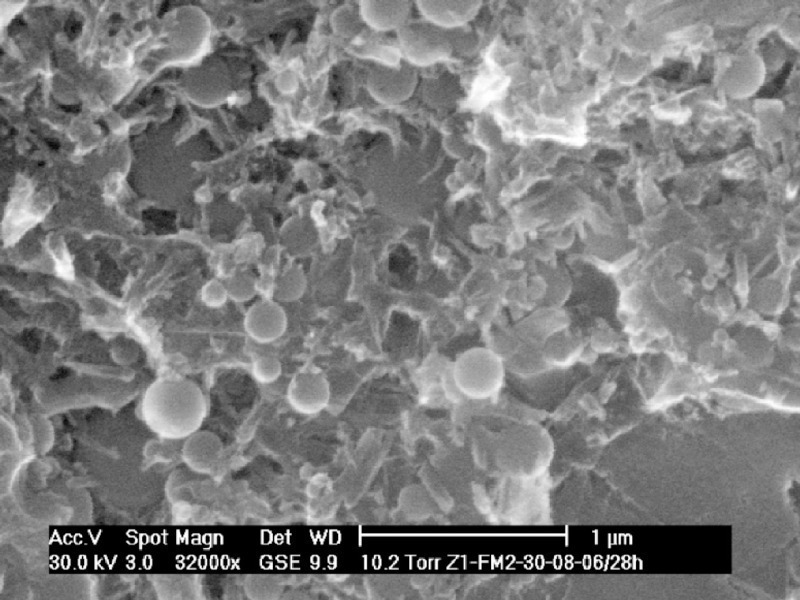
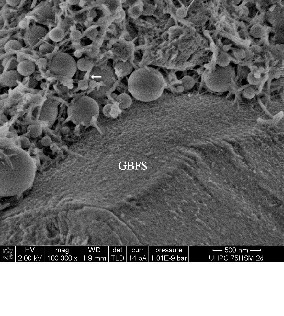
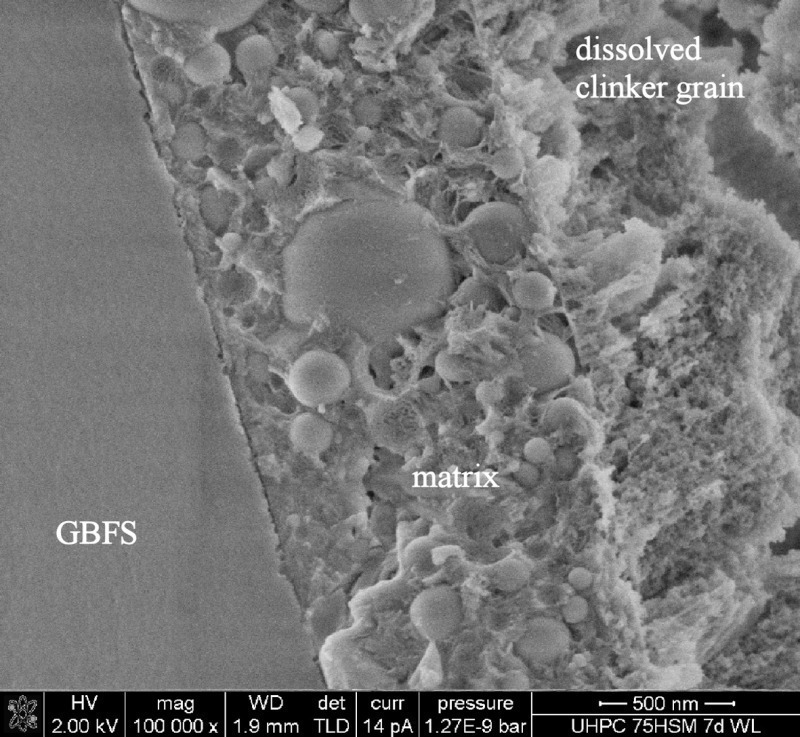
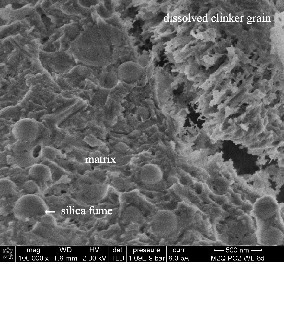
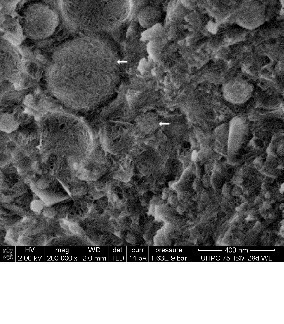
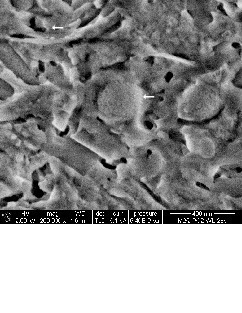
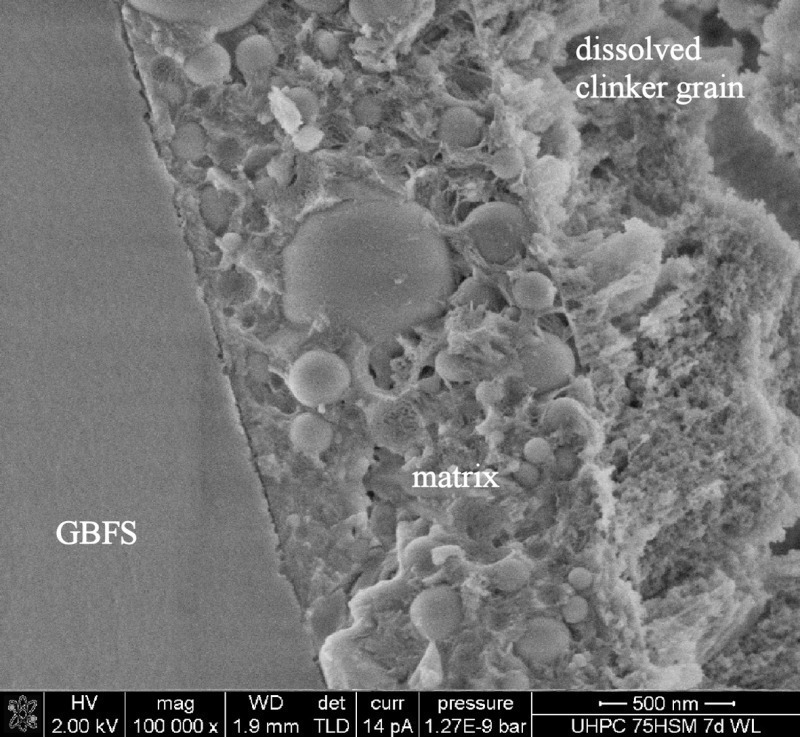
With the hydration process progressing (7 days) a dense UHPC microstructure develops in both concretes (Figs. 5 and 6), however there are still high amounts of unreacted SF-sphericals embedded with a wide grain size distribution. These particles show a smooth surface without visible dissolution structures. This suggests that no or only a marginal pozzolanic reaction occurred so far. Incompletely reacted GGBFS particles are widely existent in the UHPC matrix. The surface shows only minor dissolution structures. After nine days of hydration single ground granulated blast furnace slag particles show a reaction rim of approximately 130 nm. Between 14 and 28 days the SF-particles show significant dissolution structures in mixture M2 (Fig. 7). At an age of 28 days only minor dissolution structures on spherical silica fume particles were observed in mixture M1 (Fig. 8). Furthermore electron microscopic images show, that between SF particles and in the transition region of GGBFS and UHPC matrix foil-like C-S-H phases with a thickness of 2–6 nm have developed, whereas in mixture M1 short, tapered C-S-H phases have developed.
On the basis of high resolution BSE-images on polished sections it can be seen that the consumption of OPC in mixture M2 proceeds considerably more completely compared to mixture M1.
This is due to the fact that a greater proportion of the existing water in the system is used for the OPC reaction. M2 has a comparable amount of water but a 74 % reduced OPC content compared to M1 and furthermore a slow slag reaction. This is revealed also by the following results. High resolution BSE images on polished sections [8] of mixture M1 show that numerous alite particles were partially etched but only a few particles were completely dissolved. Belite and ferrite show no dissolution structures. Further electron microscopic investigations on polished samples of UHPC and mortar reveal at an age of
28 days, that the microstructure of OPC rich UHPC contains a high amount of unreacted clinker particles. This was confirmed with powder X-ray diffraction. In comparison mortars with
a w/c-ratio of 0.4 and without superplasticizer addition reveal an almost complete hydration of the clinker particles.
This confirms the results of Korpa et al. [9] which determined
the hydration degree of OPC in UHPC (alite 65 %) and
normal concrete (alite: 95 %) with quantitative X-ray diffraction.
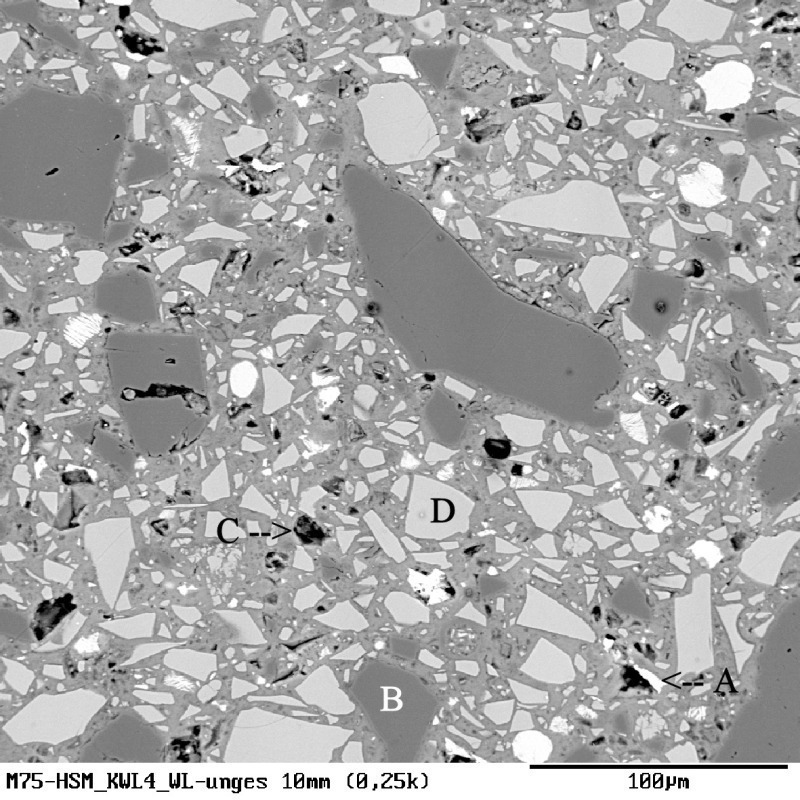
Figure 9 shows the microstructure of UHPC mixture (M2) containing ground granulated blast furnace slag after a hydration time of 92 days. The microstructure is dominated by GGBFS particles > 500 nm, which show small dissolution structures on the surface. GGBFS particles < 500 nm are no longer detectable. In contrast the OPC clinker particles were almost completely dissolved. The clinker residues in the originated hollow shells were determinated with EDS as calcium aluminate ferrites (C4AF). After seven days of hydration only minor contents of belite and C4AF were determined by powder X-ray diffraction. At this point in time no alite is detectable. Although Ultra-High Performance Concretes develop a very dense microstructure, there are, irrespective of the treatment (water storage, heat treatment), hollow shells with a size of max. 2 µm (M1) respectively max. 10 µm (M2) in the microstructure which were generated by dissolved OPC clinker phases. Especially the GGBFS containing mixture contains large hollow shells due to a distinctive OPC- clinker reaction. Electron microscopy investigations have shown that the cavities (hollow shells) are not a consequence of grain break-outs during preparation of polished sections, but they rather are caused by dissolved clinker particles at early stages of the hydration. These defects remain in the microstructure with hydration time progressing. This is caused by the following aspects: on one hand the existing water content (w/c = 0.22) in the system UHPC is not sufficient to fill the hollow shells with reaction products with proceeding hydration time. On the other hand only short crystals of C-S-H phases (length < 400 nm) develop in the UHPC microstructure.
In this paper the results regarding the influence of ground granulated blast furnace slag on the early hydration and the nanostructure and microstructure of UHPC were presented. The results of isothermal heat conduction calorimetry show a stronger retardation of the GGBFS containing UHPCs although reduced superplasticizer content was used. Rößler et al. [17] have shown that the nucleation and crystal growth of C-S-H phases is significantly influenced by superplasticizers. Simultaneously there are lower amounts of alite in mixture M2 compared to M1 which can be dissolved. These two aspects induce a stronger induction period of M2.
Electron microscopy investigations reveal, that after 15 (M1) and 28 hours (M2) respectively the first visible C-S-H phases develop. In mixtures containing GGBFS, AFm-phases could be verified, possible damages caused by secondary ettringite formation was not observed. With proceeding hydration a considerable microstructure densification is visible, due to an optimised grain granulometry an extremely strong interlocking of the C-S-H phases takes place. Under normal hydration condition first C-S-H phases form already after a hydration time of three hours, compare enhanced diagram of OPC hydration [18], however the microstructure densification is due to larger particles and a higher water content distances less distinctive.
Although the microstructure of UHPC is extremely dense, there are cavities (hollow shells) caused by completely or partially dissolved clinker grains, which will not be closed with the hydration process proceeding. These hollow shells have sizes of up to 2 µm in OPC rich UHPC and up to 10 µm size in ground granulated blast furnace slag containing UHPC.
Furthermore BSE images on polished sections and powder X-ray diffraction on mixture M2 show an almost complete conversion of OPC clinker phases. However there are still high amounts of partially dissolved GGBFS particles in the concrete matrix. After 28 days of hydration there are high amounts of OPC-clinker particles still visible in mixture M1.
The use of GGBFS in the system UHPC is promising, although the first appearance of C-S-H phases and the slow GGBFS reaction needs to be accelerated to achieve equivalent demoulding time and early strengths compared to OPC rich UHPC.
The authors would like to thank the German Research Foundation (DFG) for the funding within the framework of the priority program No. 1182 “Substainable Building with
Ultra High Performance Concret”, as well as Mr. Gerlicher
and Mr. Prof. Heinz (CBM, Technical University Munich) for the development and supply of a UHPC mixture containing slag. Thanks to Mr. Weber for the development of several concrete samples.
Überschrift Bezahlschranke (EN)
tab ZKG KOMBI EN
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.
tab ZKG KOMBI Study test
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.