Sicherer und sauberer Materialtransport



Zusammenfassung: Mit dem Austausch der beiden kaltregenerierenden Adsorptionstrockner gegen einen kraftvollen warmregenerierenden Adsorptionstrockner realisierte das Planungsteam um Andreas Jaculy, der Wartungspartner der H. Oetelshofen GmbH & Co. KG, eine außergewöhnliche Win-win-Situation für beide Unternehmen, das Kalkwerk und für seinen Wartungspartner. Während das Kalkwerk enorme Energiekosten spart, verringert sich für den Wartungspartner der Wartungsaufwand an den Kompressoren ganz erheblich. Dieser Gewinn für alle Beteiligten resultiert aus den unterschiedlichen Funktionsweisen kalt- und warmregenerierender Adsorptionstrockner.
1 Einleitung
Man stelle es sich vor wie eine Art Rohrpost im XXL-Format: Nach dem Prinzip der Pfropfenförderung transportiert man im Kalkwerk der H. Oetelshofen GmbH & Co. KG Kalksteinmehl von den Produktionsstellen zu den Lagersilos. Als Transportmedium dient Druckluft, die vor allem eines sein muss: absolut trocken. Das mittelständische Unternehmen gehört mit seinem Steinbruch Osterholz in Wuppertal-Hahnenfurth und dem angegliederten Werk zu den Pionieren und Schrittmachern der industriellen Kalkherstellung. Im Herzen einer der bedeutend-sten Kalkstein-Lagerstätten Europas gelegen, dem...
1 Einleitung
Man stelle es sich vor wie eine Art Rohrpost im XXL-Format: Nach dem Prinzip der Pfropfenförderung transportiert man im Kalkwerk der H. Oetelshofen GmbH & Co. KG Kalksteinmehl von den Produktionsstellen zu den Lagersilos. Als Transportmedium dient Druckluft, die vor allem eines sein muss: absolut trocken. Das mittelständische Unternehmen gehört mit seinem Steinbruch Osterholz in Wuppertal-Hahnenfurth und dem angegliederten Werk zu den Pionieren und Schrittmachern der industriellen Kalkherstellung. Im Herzen einer der bedeutend-sten Kalkstein-Lagerstätten Europas gelegen, dem bergischen Dornaper Revier, brennt Oetelshofen jährlich über 220 000 t Kalk aus dem abgebauten Gestein.
2 Interner Materialfluss
In der Kalkindustrie gilt es, ein weit gefächertes Netz von Verwendern zu beliefern, sowohl mit Silo-Tanklastzügen als auch mit Silo-Waggons. Doch schon bevor die wertvolle
Fracht das Werk verlässt, ist eine große Transportherausforderung zu meistern: der Materialfluss innerhalb des Produktionsgeländes, zum Beispiel zwischen den einzelnen Herstellungseinheiten und den Lagersilos. Lassen sich grobkörnigere Produkte, wie Mineralgemisch, Stückkalk oder Kalksteingrieße noch relativ problemlos bewegen, sieht es beim Kalksteinmehl anders aus.
3 Transport von Kalksteinmehl
Dieses feinst zermahlene Material zeigt sich gleichermaßen windempfindlich wie hydrophil. Ein Transport in offener
Form, gar noch unter freiem Himmel, ist also nicht empfehlenswert. Für das Kalksteinmehl bei Oetelshofen heißt die Alternative: Beförderung per Druckluft durch ein geschlos-senes Rohrsystem. Knapp 1,2 km lang ist das in drei Stränge unterteilte und über Weichen verzweigte Leitungsnetz des gigantischen „Rohrpostsystems“ für Kalksteinmehl auf dem Oetelshofen-Werksgelände. Über dieses Leitungsgeflecht werden nach dem pneumatischen Transportprinzip der Pfropfenförderung durch Druckluft gebündelte „Mehlpakete“ verschickt.
Dazu befinden sich an den jeweiligen Startpunkten des Rohrsystems mit dem Transportmaterial befüllte und mit Druckluft beaufschlagte Blasgefäße. Mit einem getakteten Ventil wird von dort aus das Kalksteinmehl schwallweise in die 125 mm-Rohrleitung geschickt. Diese Transportform ist derart effizient und leistungsstark, dass mit ihr ohne weiteres auch senkrechte Rohrverläufe über große Strecken bewältigt werden. Zum Beispiel hinauf zum Einfüllstutzen der 45 m hohen Lagersilos für das Kalksteinmehl.
4 Technische Herausforderung
Viele Parameter über Funktionieren oder nicht Funktionieren entscheiden. Allen voran eine zuverlässig trockene Druckluft. Kalksteinmehl reagiert empfindlich auf Feuchtigkeit. Schon bei geringstem Nässeeintrag kann es verkleben und dadurch Rohrleitungsquerschnitte verengen. Oder die Pfropfen werden so dicht, dass sie nicht mehr weiter gleiten und die Leitung zusetzen. Das würde einen enormen Wartungs- und Reparaturaufwand nach sich ziehen. Ganz zu schweigen von den Verlusten durch Produktionsunterbrechungen. Was zur Prozesssicherung also unbedingt benötigt wird, ist verlässlich konstante Versorgung mit absolut trockener Druckluft.
Verlässlichkeit war auch das Auswahlkriterium für die von Oetelshofen als Beratungs- und Wartungspartner auserkorene Jaculy Drucklufttechnik GmbH aus Oberhausen. Hier entstanden unter anderem alle Konzepte und Pläne für die im Jahr 2003 initiierte Komplettrestrukturierung der Druckluftversorgung im Kalkwerk Oetelshofen.
5 Zentralstation ersetzt Insellösungen
Bis dahin gab es mehrere kleinere „Insellösungen“ mit Kompressoren an diversen Stellen über das Werksgelände verteilt. Der Wartungsaufwand war zeitlich und finanziell erheblich, die Effektivität und Effizienz des Gesamtsystems somit betriebswirtschaftlich nicht mehr gegeben. „Weder für den Kunden noch für uns als Wartungsunternehmen“, resümiert Andreas Jaculy. Es wurde schließlich eine zentrale Druckluftstation konfiguriert, in der alle wesentlichen Netze des Standorts zusammengeführt sind. Die vorhandenen Druckluft-Rohrleitungssysteme wurden neu geordnet und sinnvoll restrukturiert.
Und schließlich bot man Oetelshofen ein außergewöhnliches Gesamtwartungspaket, das eine volle Garantie auf alle Komponenten der Druckluftaufbereitung und -zuleitung umfasste. „Sozusagen ein Rundum-sorglos-Paket mit vollem finanziellen Risikoschutz“, so Jaculy. „Natürlich benötigt man dafür auch ein Höchstmaß an technischer Sicherheit. Die eigene Rechnung als Wartungsunternehmen und Garantiegeber kann schließlich nur aufgehen, wenn man selbst keine bösen Überraschungen mit den dort verbauten Geräten erlebt.“
6 Drucklufttrockner als Basis des Konzepts
Als wichtigen Stützpfeiler des gesamten Plans – technisch wie kostenmäßig – wertet der Druckluftexperte den bei Oetelshofen Ende 2009 installierten warmregenerierenden Adsorptionstrockner aus der Baureihe EVERDRY FRA-V (Bild 1). Das vom deutschen Druckluft-Systemspezialisten BEKO Systems GmbH entwickelte und vertriebene Gerät ersetzt während der Wintersaison vollständig die bis dahin eingesetzten zwei kaltregenerierenden Adsorptionstrockner.
Mit dem Austausch der beiden kaltregenerierenden Modellen gegen den kraftvollen warmregenerierenden Adsorptionstrockner realisierte das Planungsteam um Andreas Jaculy eine außergewöhnliche Win-win-Situation für beide Unternehmen, das Kalkwerk und für seinen Wartungspartner. Während Oetelshofen enorme Energiekosten spart, verringert sich für Jaculy der Wartungsaufwand an den Kompressoren ganz erheblich. Dieser Gewinn für alle Beteiligten resultiert aus den unterschiedlichen Funktionsweisen kalt- und warmregenerierender Adsorptionstrockner.
Kaltregenerierende Adsorptionstrockner verbrauchen etwa 15 % der vom Kompressor bereitgestellten Druckluft als Spülluft – also für den „Eigenbedarf“. Diese Luftmenge geht dem eigentlichen Einsatzzweck der Druckluft in der jeweiligen Anlage komplett verloren. Nichtsdestotrotz muss sie von den Verdichtern unter entsprechendem Energie- und Kostenaufwand produziert werden. Diese „unnützen“ Kosten durch Spülluftverluste summieren sich schnell auf inakzeptable Beträge, durch die die geringen bis mittleren Investitionskosten für kaltregenerierende Geräte neutralisiert werden.
Bei einer genauen Analyse der beim Anwender vorliegenden Einsatz- und Verbrauchssituation erweist sich deshalb ein warmregenerierendes Gerät eventuell als deutlich wirtschaftlicher. So auch im Falle Oetelshofen. Es ist prognostiziert, dass sich die Investitionskosten für den EVERDRY FRA-V innerhalb von nur eineinhalb Jahren vollständig amortisiert haben werden. Regelmäßig stimmen sich Andreas Jaculy (Bild 2 rechts) und BEKO-Außendienstmitarbeiter Udo Mueller (links) über die optimale Systemkonfiguration der Anlage ab.
7 Warmregenerierende Adsorptionstrockner
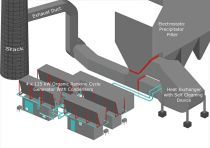
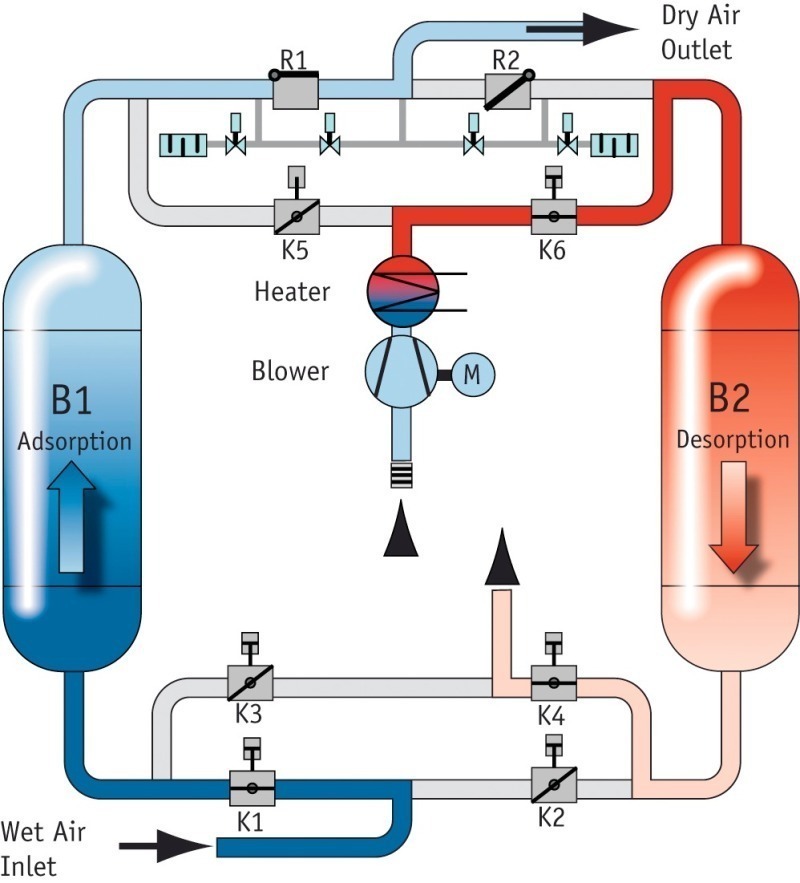
Der für Oetelshofen ausgewählte warmregenerierende EVERDRY FRA-V von BEKO ist ein so genannter „Zero Purge“-Adsorptionstrockner, der weder für den Desorptionsprozess noch für die anschließende Kühlung des erhitzten Trockenmittels Druckluft benötigt (Bilder 3 und 4). In der Desorptionsphase arbeitet das Regenerationsgebläse im Druckbetrieb. Während in dem einen Adsorptionsbehälter die Trocknung der Druckluft stattfindet, wird der zuvor mit Feuchtigkeit gesättigte zweite Adsorptionsbehälter regeneriert. Vor Regenerationsbeginn wird hier eine sanfte Druckentlastung auf Atmosphärendruck vorgenommen. Das Regenerationsgebläse fördert Umgebungsluft zum nachgeschalteten Erhitzer. Dort erfolgt die Erwärmung auf die erforderliche Desorptionstemperatur.
Durch den Druckbetrieb des Regenerationsgebläses entsteht ein Temperaturzugewinn, der sich positiv auf den Leistungsbedarf des Erhitzers auswirkt. Der erhitzte Gebläseluftstrom verdampft die im Trockenmittel aufgenommene Feuchtigkeit. Diese wird anschließend mit dem Gebläseluftstrom in die Atmosphäre geleitet. Die Desorption läuft energetisch optimiert im Gegenstromverfahren ab, das heißt entgegengesetzt zur Adsorptionsrichtung.
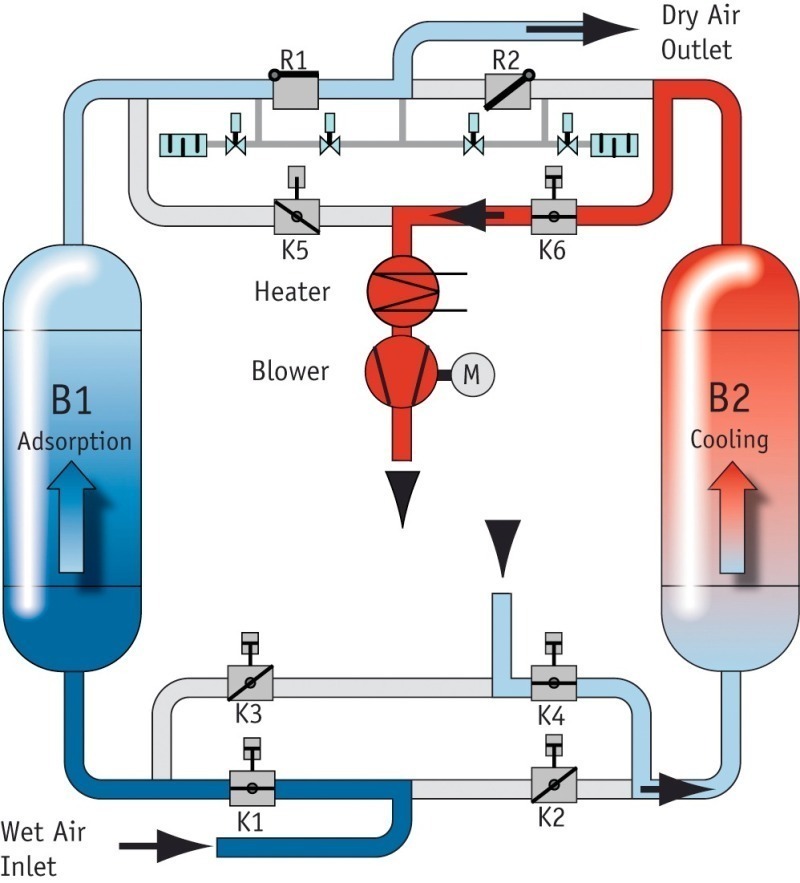
Die Kühlphase erfolgt im Vakuumbetrieb. Temperatur- und Taupunktspitzen nach der Umschaltung werden vermieden, indem die nach der Desorptionsphase im Trockenmittel gespeicherte Wärme mit dem kühlen Gebläseluftstrom abgeführt wird. In der Kühlphase schaltet das Gebläse auf Saugbetrieb, wodurch die Umgebungsluft unmittelbar in den zu kühlenden Adsorptionsbehälter strömt. Der beim Saugbetrieb erzeugte Unterdruck bewirkt eine Veränderung der „physikalischen Waage“ im Trockenmittel. Durch den Unterdruck sinkt die Desorptionstemperatur, wodurch während der Kühlphase eine Nachdesorption einsetzt. Durch diese Nachdesorption stellt sich im Trockenmittel nach Ende der Regenerationsphase (Heizen und Kühlen) eine geringere Restbeladung ein. Die Restbeladung im Trockenmittel beeinflusst maßgeblich die Qualität der Trocknungsphase.
Die Produktreihe EVERDRY FRA von BEKO bietet zahlreiche Variationsmöglichkeiten. Die standardisierte Baureihe ist für Volumenströme bis 20 000 m³/h verfügbar. Sonderlösungen über 20 000 m³/h gehören ebenfalls zum Angebotsportfolio. Bei einem derzeitig bei Oetelshofen benötigten Volumenstrom von rund 2700 m³/h hat man dort also mit dem EVERDRY FRA-V alle Erweiterungsoptionen für die Zukunft.
8 Wartungsaufwand und -kosten reduziert
Von den eingesparten Energiekosten profitiert auf den ersten Blick allein das Kalkwerk. „Ich kann die bei Oetelshofen eingebauten Kompressoren aber mit weniger Belastung laufen lassen“, erklärt Andreas Jaculy. „Das schont die Geräte spürbar und senkt ganz erheblich meinen Aufwand für Wartung und gegebenenfalls Reparatur oder gar Austausch. „Der EVERDRY von BEKO ist also so etwas wie eine Überlebensgarantie für mein Gesamtkonzept bei Oetelshofen.“
Und noch ein ganz wesentlicher Punkt machte gerade diesen warmgenerierenden Adsorptionstrockner für ihn zum Gerät der Wahl: Der EVERDRY FRA-V lässt sich online via Internetzugang komplett fernüberwachen (Bild 5). Bis hin zur Stellung der kleinsten Klappe im Gerät kann Wartungsspezialist Jaculy jede Funktion des Trockners von seinem Firmen-PC in Oberhausen – oder jedem anderen Rechner – kontrollieren. Das erspart ihm jede Menge Fahrtkosten und -zeit zum Ort des Geschehens. Dort agiert der EVERDRY übrigens nicht als einzige Anlagenkomponente aus dem Hause des deutschen Druckluft-Systemspezialisten BEKO. Auch weitere Komponenten, etwa ein DRYPOINT RA-Kältetrockner sowie mehrere CLEARPOINT-Filter sind im Einsatz.
www.beko.de
tab ZKG KOMBI Test
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.
tab ZKG KOMBI Study Test
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.