Automation optimizes fuel supply





A large cement plant in Paderborn has a long tradition. Founded in 1926 as the Atlas plant, just three years later it became the largest cement plant in the region with eight shaft kilns and a daily clinker production of 800 tons. Under the ownership of Anneliese AG at the time, it was continuously expanded and later fundamentally modernized. Since 2005, it has been part of HeidelbergCement AG. To continue its success, a cement plant turned to modern weighing technology for its production processes.
1 Higher quality from the raw material to the cement
The Paderborn plant (Fig. 1) extracts approximately 80- to 100-million-year-old lime marl from a directly adjacent quarry as the raw material for cement production. This is crushed down to gravel size in crushing plants and then transported on conveyor belts to silos. When the material is discharged from the silos, the layers are thoroughly mixed by the action of the discharge scrapers. The crushed stone is then dried and ground in raw mills with the addition of aggregates such as limestone or sandy and clayey materials. The further...
1 Higher quality from the raw material to the cement
The Paderborn plant (Fig. 1) extracts approximately 80- to 100-million-year-old lime marl from a directly adjacent quarry as the raw material for cement production. This is crushed down to gravel size in crushing plants and then transported on conveyor belts to silos. When the material is discharged from the silos, the layers are thoroughly mixed by the action of the discharge scrapers. The crushed stone is then dried and ground in raw mills with the addition of aggregates such as limestone or sandy and clayey materials. The further homogenization of the resulting raw meal through intermediate storage in the homogenizing silos ensures consistent high quality of the raw mixture for the subsequent combustion process in the rotary kilns.
2 Modernization of automation
To cover the thermal requirements of the rotary kiln system, blowable fuels such as pulverized lignite, animal meal and dried sewage sludge can be burned using the coal plant and the main burner. Recycled material with fluffy texture and high plastic content is also blown in there. Light and heavy heating oil is used for startup processes and as supporting fire.
The dusty fuels are controlled with three loss-in-weight scales: two for pulverized lignite with max. 6 t/h throughput each and one for sewage sludge with a maximum of 3 t/h.
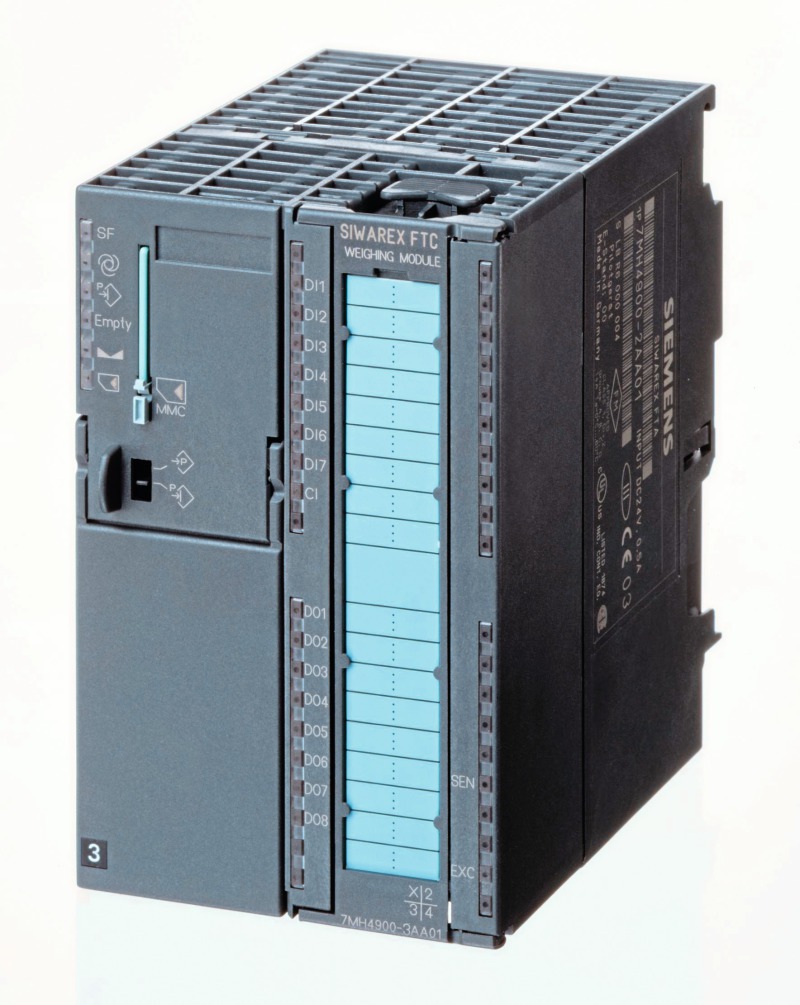
The modernization of the kiln line with a PCS 7 process control system from Siemens was also a suitable time to replace the convertors of the loss-in-weight scales. The Siwarex FTC weighing modules, which are compatible with the Simatic S7-300 controllers, were selected. As a hardware component of the controller, these enable fast, reliable integration into this automation environment and also offer high measuring and dosing accuracy. The reliable mechanical components of the loss-in-weight scales, including the weigh bins and screw conveyors (Fig. 2), were retained.
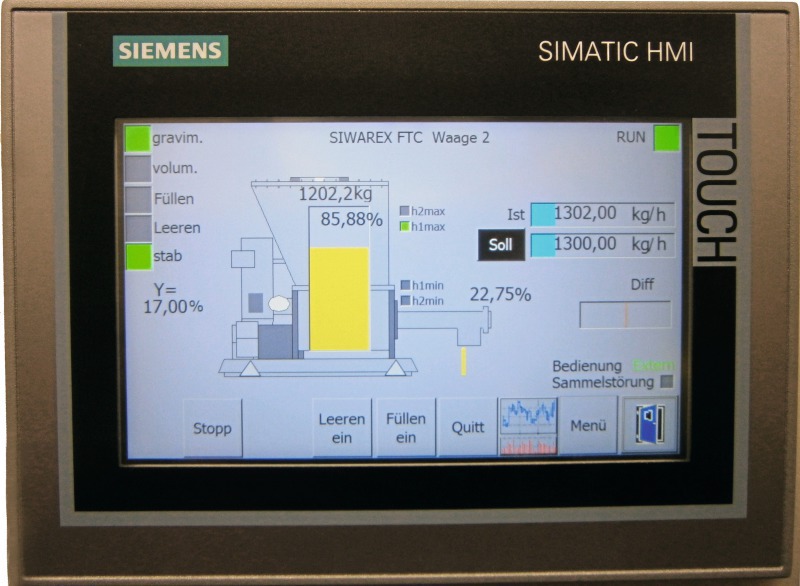
All three loss-in-weight scales are now operated locally in one control cabinet with a Simatic S7-315 CPU. This is connected via Profinet to the Simatic PCS 7 process control system, where all scale parameters can be processed, for example, for changing order-specific setpoints or for data backup. A Simatic TP700 Comfort color touch panel in the control cabinet door (Fig. 3) allows visualization of the measured values and operation of the loss-in-weight scales locally and in parallel with the control room.
The modernization of the existing control system through integration of the Siwarex weighing modules was carried out in just a few days during a short production break by PA Prozessautomation GmbH from Wiesbaden.
3 Full local access to measured values and parameters
The Siwarex FTC weighing modules offer the advantage that when a Simatic PCS 7 process control system is used, they can be directly integrated in the control system using a Simatic ET 200M substation or, as in this case, a Simatic S7-315 PN/DP CPU. This means significantly lower installation costs because additional interfaces, communication modules and analog value transmissions are not needed.
The head of the electrical workshop, is impressed by the ease of use of the application: He has access to all measured values as well as all existing operating and setting parameters locally at the controller as well as from the PCS 7 process control system in the control room. If necessary, the mentioned parameters can also be changed from the control room when, for example, the fuel feed rates need to be changed (Fig. 4).
//www.siemens.com/weighing" target="_blank" >www.siemens.com/weighing:www.siemens.com/weighing
Überschrift Bezahlschranke (EN)
tab ZKG KOMBI EN
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.
tab ZKG KOMBI Study test
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.





