Reduzierung von Quecksilberemissionen in bestehenden Zementanlagen
ALBEMARLE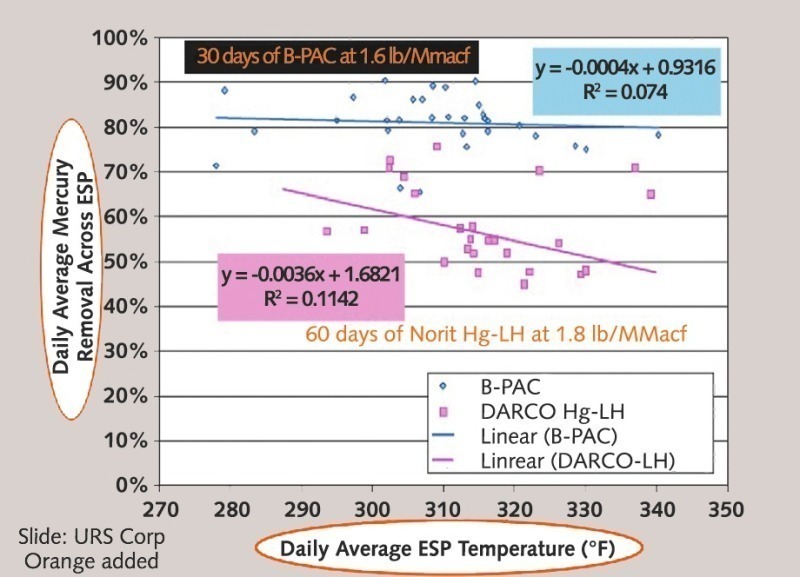


Quecksilberemissionen sind ein Problemfaktor in Zementwerken. Sie können schlimmstenfalls zur Schließung führen. Die amerikanische Albemarle Corporation hat eine Methode entwickelt, den Ausstoß von Quecksilber zu kontrollieren.
1 Einleitung
1 Einleitung
US Zementhersteller wurden ursprünglich mit drei Möglichkeiten zur Emissionskontrolle konfrontiert. Eine vierte Kontrollmöglichkeit wurde speziell für die Anwendung in der Zementindustrie entwickelt und wird nachfolgend näher beschrieben.
Als eine erste Option kann auch die Schließung von Zementwerken nicht ausgeschlossen werden; sie ist jedoch sowohl aus Sicht der Betreiber als auch aus Sicht der Mitarbeiter möglichst zu vermeiden. Als weitere Option kommen ein Wechsel des Rohstoffes und/oder ein Austausch des Brennstoffes in Betracht. Es ist zu bezweifeln, ob diese Option in die Praxis umgesetzt werden kann, da sowohl die Ofenbedingungen als auch die Fahrweise der Öfen oftmals eng mit der Qualität der Rohmaterialien und des Brennstoffes verbunden sind.
Die Installation weiterer Anlagenbauteile wie z. B. Partikelfilter, Waschanlage oder eine regenerative thermische Oxidation (RTO) kann als weitere Option betrachtet werden. Jede einzelne dieser Maßnahmen bedeutet jedoch Investitionen in Höhe von mehreren Millionen US$, und es fallen weitere Kosten aus dem Betrieb dieser Anlagenbauteile in ähnlicher Größenordnung an [2]. Enge Ergebnismargen und ein beschränkter Kapitaleinsatz sind in der Portland Zementindustrie nicht unüblich. Dementsprechend könnte auch die dritte Option das „Aus“ für viele Zementwerke in den USA bedeuten.
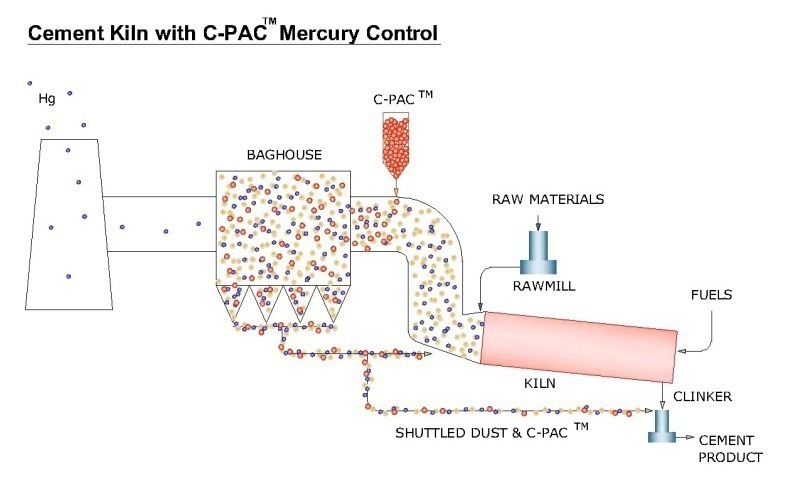
Eine vierte Option wurde für Zementanlagen entwickelt, die eine Staubabscheidung innerhalb oder am Ende der Anlage betreiben, bevor die Verbrennungsabgase den Schornstein verlassen. Das Konzept ist einfach, bietet eine Senke für Quecksilber und eine nahezu vollständige Hg-Ausschleusung aus dem System. Es handelt sich bei dieser neuartigen Methode um die Eindüsung eines äußerst temperaturstabilen, beton-freundlichen Adsorbens vor dem Staubfilter, zum Zeitpunkt der höchsten Quecksilberwerte. Es wird nur so viel Material injiziert wie notwendig, um die MACT-Grenzwerte dauerhaft zu unterschreiten. Das Adsorbens wird zusammen mit dem Zementstaub (CKD) aufgefangen und der Produktmühle zugeführt. Damit dieses Verfahren optimal durchgeführt werden kann, erfordert es vom Adsorbens sowohl eine hohe Temperaturstabilität als auch Beton-Unempfindlichkeit, damit anfallender Zementstaub auch weiterhin einer Vermarktung zugeführt werden kann.
Betonfreundlichkeit und Temperaturstabilität werden nachfolgend eingehend beschrieben, da beide Eigenschaften beim Einsatz in Zementanlagen unerlässlich sind.
2 Temperaturstabile Adsorbenz
Man hat herausgefunden, dass Gasphasen-bromierte Aktivkohlen eine deutlich bessere Temperaturstabilität und damit gleichmäßig hohe Quecksilberadsorptionsraten aufweisen im Vergleich zu nichthalogenierten Aktivkohlen (PAC) oder auch Bromsalz-impregnierten Aktivkohlen.
Bromverbindungen werden häufig als Flammschutzmittel in der Kunststoffindustrie eingesetzt und man geht davon aus, dass die Temperatur-Unempfindlichkeit der Gasphasen-bromierten Aktivkohlen aus der Reaktion des Broms mit der Aktivkohle entsteht. Die Temperaturstabilität von Gasphasen-bromierter AC und die daraus resultierende, gleichmäßig hohe Quecksilber-Adsorptionsrate wurden in mehreren Feldversuchen bei Zementwerken in den USA, Latein Amerika und auch in Europa nachgewiesen. Die Ergebnisse eines dieser Tests sind in Bild 1 dargestellt.
Der Test wurde im Kraftwerk Midwestern Power Plant durchgeführt [3]. Ziel war eine 80 %ige Quecksilberreduzierung. Erreicht wurde dies mit einer Injektionsrate von 1,6 lb/MMacf (ca. 26 mg/Nm3) Gasphasen-bromierter Aktivkohle (blaue Linie in Bild 1). Die Reduzierungsrate blieb stabil mit dem Temperaturprofil. Es ist auffällig, dass eine Bromsalz-imprägnierte Aktivkohle eine 80 %ige Quecksilberreduzierung nicht erreichen konnte – trotz einer höheren Injektionsrate von 1,8 lb/MMacf (ca. 29 mg/Nm3 [pinkfarbene Linie in Bild 1]). Darüber hinaus konnte ein rapider Abfall der Adsorptionsleistung im Verhältnis zur Temperatur festgestellt werden. Es ist festzuhalten, dass Quecksilberemissionsraten bei Kohlekraftwerken normalerweise niedriger und weniger schwankend vorliegen als in Zementanlagen. Aus diesem Grund musste ein anderer Ansatz zur Quecksilberkontrolle für Zementanlagen gefunden werden.
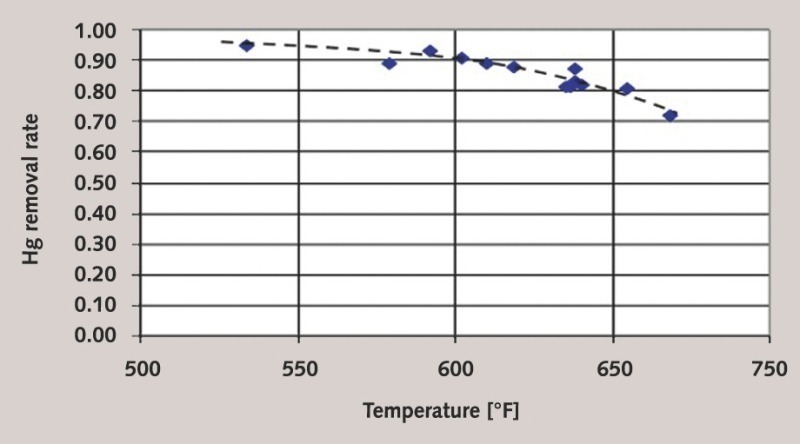
Die Quecksilberadsorptionsleistung einer Gasphasen-bromierten Aktivkohle ist nahezu gleichbleibend bis zu Temperaturen von ca. 550 °F (288 °C, Bild 2 [4]).
3 Betonfreundliches Adsorbenz
Eine der Hauptanforderungen an ein Beton-freundliches Adsorbens besteht in der Eigenschaft, chemische Luftporenbildner kaum zu beeinflussen. Luftporenbildner (AEA’s), dienen der Einstellung von Frost-Taueigenschaften eines Betons. Die Entwicklung eines Adsorbens mit geringer Neigung zur Adsorption chemischer Zuschlagstoffe, bei gleichzeitig unverändert hoher Leistung in der Quecksilberreduktion, gestaltete sich schwierig, da es sich beim Grundstoff um hochwertige Aktivkohle handelt.
In mehrjähriger Entwicklungsarbeit und mit der Unterstützung des amerikanischen Energieministeriums konnte das jüngste Produkt C-PAC® zur Markreife gebracht werden. C-PAC wurde in einer Reihe von Feldversuchen an Kraftwerken und in Zementwerken getestet und ist kommerziell im Markt eingeführt. Die Resultate aus einem Feldversuch sind nachfolgend beschrieben.
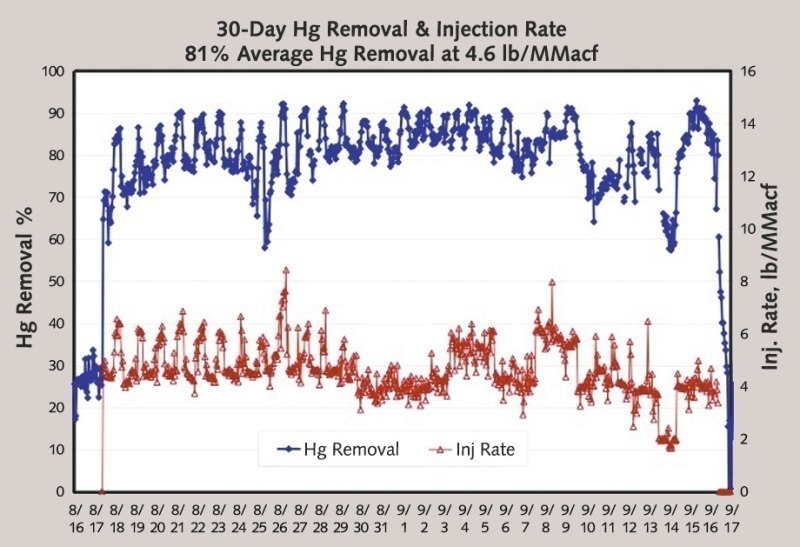
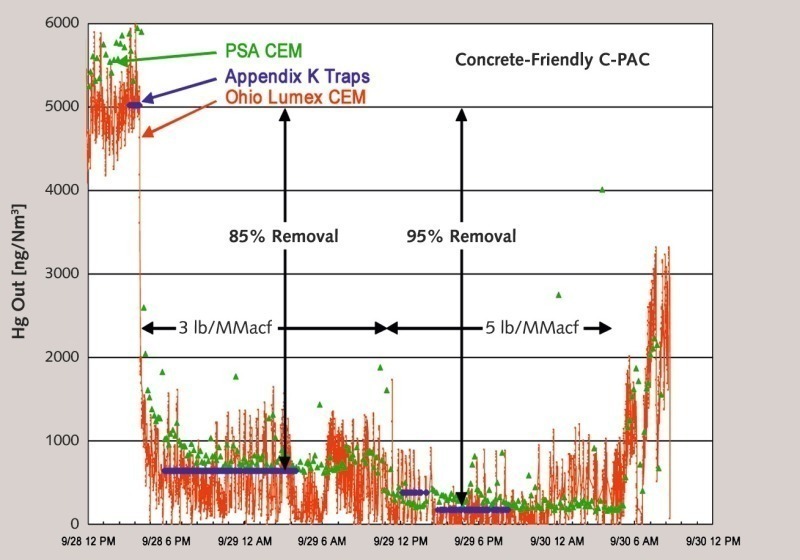
Der Versuch fand auch mit Unterstützung von National Energy Technology Laboratory [5] statt. Ziel des Versuches war eine hohe Reduzierung der Quecksilberemissionen, bei gleichzeitigem Nachweis, dass die generierte Flugasche mit dem entsprechenden Anteil C-PAC nur marginalen Einfluss auf die Eigenschaften des Transportbetons ausübt. Die Werte aus einem 30-tägigen Versuch zur Quecksilberreduzierung sind in Bild 3 dargestellt.
Der Versuch hat gezeigt, dass bei einer Injektionsrate von weniger als 5 lb/MMacf (ca. 80 mg/Nm3) eine Quecksilberreduzierung von > 80 % erreichbar ist. Seit dieser Zeit wurden jedoch die Adsorptionseigenschaften der Gasphasen-bromierten Aktivkohlen weiter optimiert und verbessert. Quecksilberreduzierungsraten von > 90 % mit Injektionsraten von 1 lb/MMacf [6] (ca. 16 mg/Nm3 ) stellen den heutigen Stand der Technik dar.
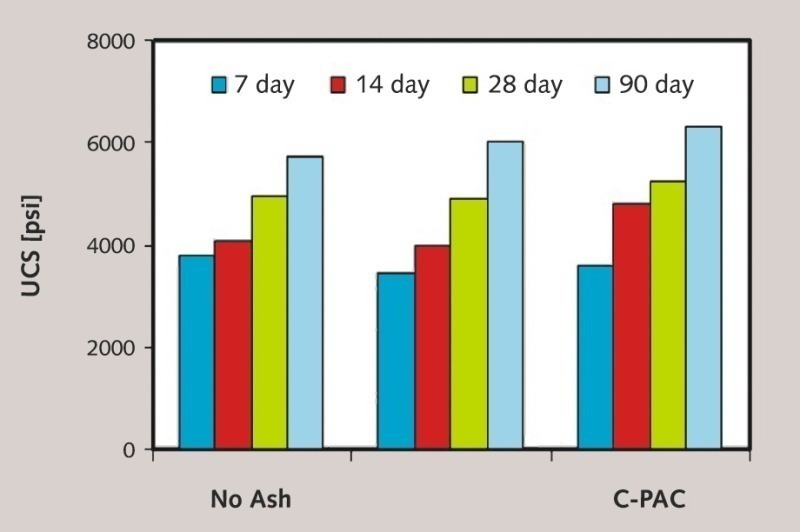
Die Quecksilberreduzierungsraten der Gasphasen-bromierten Aktivkohle C-PAC wurden in zahlreichen Demonstrationen nachgewiesen. Erfahrungen aus dem kommerziellen Einsatz bestätigen durchgehend die Versuchsergebnisse. Es blieb nur die Frage zu klären, welchen Einfluss die mit C-PAC beaufschlagte Flugasche auf die Eigenschaften des Transportbetons ausübt. Hierzu folgten in den USA weitere Feldversuche. Werte zur Druckfestigkeit aus Betonproben mit und ohne Flugasche als Zuschlagstoff sowie mit bromierter Aktivkohle versetzter Aktivkohle sind in Bild 4 festgehalten.
Daten zur Druckfestigkeit wurden nach 3, 7, 28, 56 und nach 91 Tagen gemessen. Es wurde kein signifikanter Unterschied in der Druckfestigkeit bei Proben mit und ohne Flugasche, sowie an Betonproben, die Flugasche mit einem Anteil bromierter Aktivkohle enthielten, festgestellt. Entsprechende Versuchsergebnisse konnten in zahlreichen Folgeversuchen bestätigt werden, und C-PAC wurde daraufhin für den kommerziellen Einsatz freigegeben.
4. Die Albemarle-Kontrollmethode
Die Material-Beschickung der M-PACT-Kompaktanlage erfolgt je nach Kundenwunsch entweder über ein Silofahrzeug oder ein Standsilo. Die Anlage selbst verfügt über ein Vorratssilo zur Befüllung mit ca. 1,5 t C-PAC, eine gravimetrische Fördereinrichtung sowie Saug- und Einblasvorrichtungen zur Beschickung an das Verteilersystem. Das System wird über Computer gesteuert und kontrolliert und ist in der Lage, bis zu ca. 230 kg/h des entsprechenden Adsorbens in die Anlage einzudüsen. Je nach Kundenwunsch können ein bis zwei Fördereinrichtungen vorgesehen werden. Bild 6 zeigt eine installierte Albemarle-Anlage zur Quecksilberkontrolle.
Die Albemarle-Methode zur Quecksilberkontrolle basiert auf der Eindüsung von Gasphasen-bromierter Aktivkohle in eine vorhandene Entstaubungsanlage zur Abscheidung des Zementstaubes (CKD). Die Eindüsung eines temperaturstabilen, Beton-freundlichen Adsorbens erfolgt, wenn die Quecksilberwerte ihren Höchststand erreicht haben. C-PAC wird nur so lange eingedüst, bis die Werte unter den geforderten Standards liegen. Nur aufgrund der Tatsache, dass ein Beton-unempfindliches Adsorbens eingesetzt wird, kann der Zementstaub (CKD) der Produktmühle zur Vermischung mit dem Endprodukt zugeführt werden. Hier liegt dann auch die Quecksilbersenke.
Aufgrund von Geheimhaltungsabkommen können keine vertraulichen Daten aus Feldversuchen veröffentlicht werden, die im Verlauf der letzten Jahre durchgeführt wurden. Indes kann man davon ausgehen, dass die Leistungsdaten aus den Feldversuchen in Zementanlagen den Versuchsergebnissen, die wir in Bild 7 zeigen, mindestens entsprechen, wenn nicht sogar deutlich übertreffen [7].
Somit ist der Nachweis erstellt, dass Quecksilberreduzierungen von > 90 % erreicht werden können. Für viele Anwendungen ist eine Eindüsung von bromierter Aktivkohle nur bei deutlich erhöhten Quecksilberwerten notwendig, da die Emissionswerte dann oftmals um ein Vielfaches höher liegen als üblich. Für Anlagen mit ständig hohen Quecksilberemissionen ist es ratsam, dauerhaft C-PAC einzudüsen und so viel Zementstaub (CKD) wie möglich der Zementmühle zuzuführen. Zementstaub, der dem Ofen wieder zugeführt wird, dient dann entweder zur erneuten Quecksilberreduzierung oder wird bei Temperaturen über 800 °C zerstört.
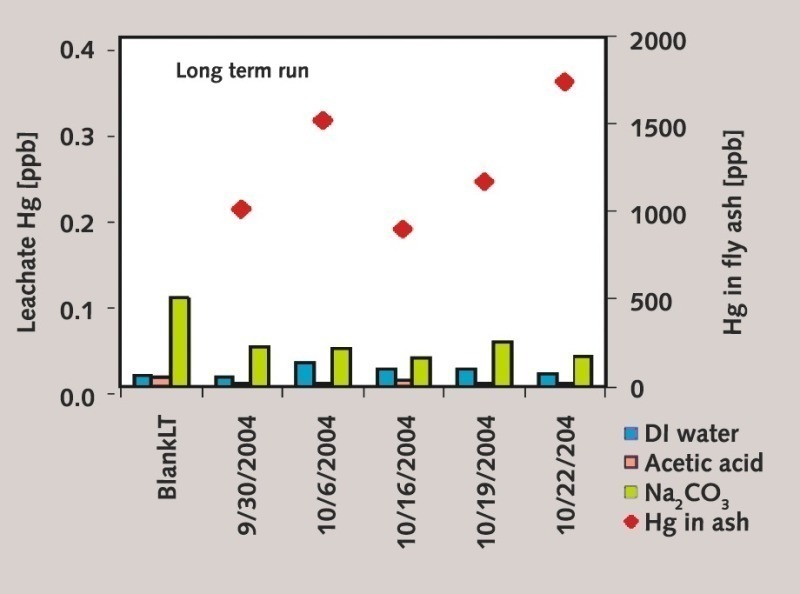
Eine häufig geäußerte Sorge ist, ob das auf der Aktivkohle adsorbierte und damit im Zementstaub gebundene Quecksilber wieder zu Resorption neigt. Hierzu wurden viele Studien durchgeführt und die kurze Antwort ist: NEIN [8]. Daten zur Hg-Auswaschung bei einer Gasphasen-bromierten Aktivkohle zeigt Bild 8 [5].
Bild 7 zeigt eine hohe Quecksilberkonzentration in der Asche, der Quecksilberanteil im Eluat ist jedoch niedriger als in der Blindprobe. Der Grund liegt darin, dass das Adsorbens auch weiterhin aktiv ist und genügend Kapazität zur weiteren Quecksilberadsorption besitzt.
Ähnlich wie im Fall der Flugasche reichert sich das Quecksilber im Zementstaub stark an, wenn C-PAC wie oben beschrieben eingesetzt wird. Quecksilber geht mit dem Adsorbens eine starke Verbindung ein. Bei der Zuführung des Zementstaubes zur Produktmühle findet keine Freisetzung des Quecksilbers statt. Quecksilber wird somit dem Drehrohrofen entzogen und einer Senke zugeführt.
5 Zusammenfassung
tab ZKG KOMBI Test
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.
tab ZKG KOMBI Study Test
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.





