Anlage mit vielen Freiheitsgraden
MASCHINENFABRIK GUSTAV EIRICH GMBH & CO. KG
 Source/Quelle: KLB Kötztal
Source/Quelle: KLB Kötztal



 Source/Quelle: KLB Kötztal
Source/Quelle: KLB Kötztal
 Source/Quelle: KLB Kötztal
Source/Quelle: KLB Kötztal

 Source/Quelle: KLB Kötztal
Source/Quelle: KLB Kötztal
Mit modernen Mischanlagen lassen sich hohe Durchsätze, schnelle Chargenwechsel und kurze Reinigungszyklen bei gleichzeitig geringem Platzbedarf realisieren. Die im Folgenden vorgestellte Mischtechnik eignet sich für unterschiedlichste Baustoffprodukte, trockene Produkte genauso wie feuchte Massen.
Die KLB Kötztal GmbH in Ichenhausen ist ein Hersteller von hochwertigen Fußboden-Beschichtungssystemen sowie Lacken. Durch die Entwicklung innovativer, hochqualitativer Produkte für diesen Sektor vergrößerte sich der Marktanteil von KLB in den letzten Jahren stetig. Im Jahr 2008 wurde daher ein Konzept für eine Anlagenerweiterung erstellt. Nach einem etwa einjährigen...
Die KLB Kötztal GmbH in Ichenhausen ist ein Hersteller von hochwertigen Fußboden-Beschichtungssystemen sowie Lacken. Durch die Entwicklung innovativer, hochqualitativer Produkte für diesen Sektor vergrößerte sich der Marktanteil von KLB in den letzten Jahren stetig. Im Jahr 2008 wurde daher ein Konzept für eine Anlagenerweiterung erstellt. Nach einem etwa einjährigen Planungsstopp aufgrund der Wirtschaftskrise begannen Anfang 2010 Versuche im Eirich-Technikum mit den KLB-Originalrezepturen. Dabei konnte die Eirich-Mischtechnologie ihre Leistungsfähigkeit und Flexibilität zur Herstellung der KLB-Produktpalette unter Beweis stellen.
Das anlagentechnische Konzept mit einem Intensivmischer vom Typ R12W und einem Hub-Drehlift als weiteres zentrales Element überzeugte die KLB, so dass im Juni 2010 der Auftrag erteilt wurde. Rechnet man die zeitliche Pause während der Wirtschaftskrise nicht mit, betrug die Realisierungszeit der gesamten Anlage von der ersten Anfrage bis zur Fertigstellung rund 15 Monate.
Die Planungen für die Produktionserweiterung konzentrierten sich auf eine neue Mischanlage zur Herstellung unterschiedlichster Baustoffprodukte. Die Mischtechnik sollte in der Lage sein, trockene Produkte genauso wie feuchte Massen herstellen zu können. Daneben standen auch die Abfüll- und Lagerflächen für die Ausgangsstoffe sowie die Versandflächen im Fokus.
Mit diesem Projekt hatte die Geschäftsführung das Ziel verbunden, eine maximale Produktqualität zu erreichen. Gerade im Bereich der Beschichtungen für Industrieböden registrierte KLB in den letzten Jahren stetig steigende Ansprüche, vor allem im Hinblick auf das optische Erscheinungsbild. In der Industrie sind helle, saubere Böden gefragt, für die der Kunde häufig bereit ist, einen erhöhten Reinigungsaufwand zu tragen. Dies erfordert wiederum äußerst strapazierfähige, lang haltende Böden. Für KLB war es daher besonders wichtig, möglichst homogen aufbereitete Mischungen zu erzeugen.
1 Architektur
Die Außengestaltung eines Gebäudes dieser Größe in der ländlichen Umgebung von Kötztal war mit besonderen Herausforderungen verbunden. Einerseits war ein harmonisches Gesamtbild mit der Umgebung gefragt, andererseits sollte etwas Einzigartiges entstehen. Der Architekt gestaltete den Turm daher nicht etwa als simplen Quader, sondern verlieh der Glasfassade mit schrägen Hochkanten einen Überhang. Dieses markante, schon aus der Ferne erkennbare Merkmal hat das Gebäude schon nach kurzer Zeit zu einem Wahrzeichen in der Region werden lassen, wie KLB-Geschäftsführer Artur Kehrle erklärt. „Bei der nächsten baulichen Veränderung werden wir diese Form natürlich weiter verfolgen.“ Die Glasfassade lässt Ein- und Ausblicke zu und verleiht der Architektur Großzügigkeit.
2 Lagerung der Rohstoffe
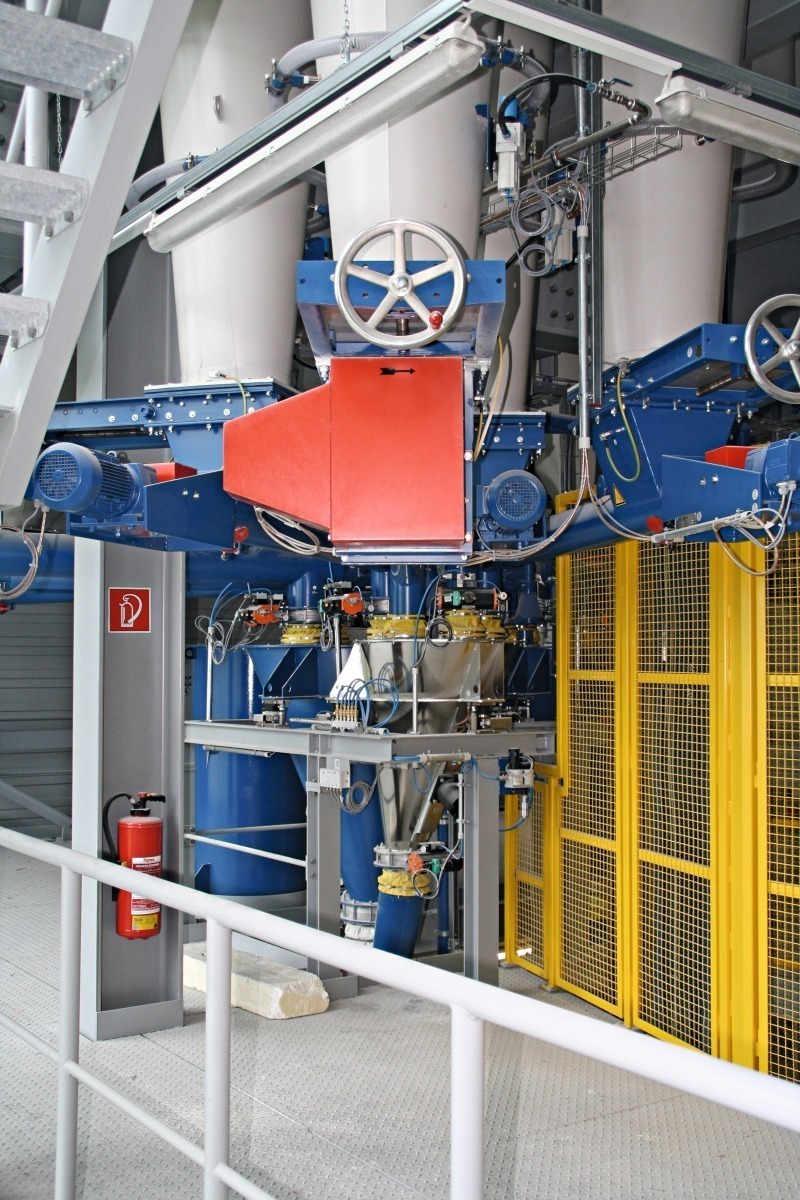
Weitere Rohstoffe wie Kalksteinmehl und Aluminiumoxid werden per Lkw in Big-Bags angeliefert und eingelagert. Je nach Bedarf werden diese Behälter aus dem Lager geholt und mittels Elektrokettenzug zu einer Entleerstation auf die Bühnenebene „+4,25 m“ gehoben, von wo aus der Inhalt in vier Additivsilos von je 3 m3 Kapazität verbracht wird. Der Anlagenbediener kann vor dem Entleeren der Big-Bags über ein Operatorpaneel an der Entleerstation das entsprechende Silo anwählen. Die Entleerung selbst erfolgt in ein Zwischensilo. Anschließend befördert ein Hub-Drehlift die Rohstoffe auf die Bühnenebene „+20,1 m“ (Bilder 4 und 5). Von dort erfolgt die Verteilung mittels einer automatischen Drehrohrweiche in das zuvor angewählte Additivsilo.
Sackware, so die nächste Forderung, sollte sich über eine Sackaufgabestation – parallel zur Big-Bag-Entleerstation ebenfalls auf Ebene „+4,25 m“ angeordnet – in das System einbringen lassen. Der Inhalt gelangt über den Hub-Drehlift ebenfalls in das entsprechende Additivsilo oder in die Vorratsbehälter für Kleinstkomponenten.
Die Absaugung aller Übergabestellen innerhalb der Mischanlage erfolgt mittels Sammelrohrleitungen in einen Zentralfilter. Über Sensoren wird dem Anlagenbediener bei Erreichen eines definierten Füllstandes auf der zentralen Anlagenvisualisierung eine erforderliche Wiederbefüllung der Silos signalisiert. Integrierte Austragshilfen im Silokonus stellen sicher, dass die Rohstoffe bei der nachfolgenden Dosierung keine Materialbrücken bilden sowie sicher und selektiv ausgetragen werden.
3 Dosieren und Verwiegen der Einsatzstoffe
Über zwei separate Aufgabetrichter auf der Abdeckung lassen sich dem Mischer manuell verwogene Kleinstkomponenten zugeben. Hierbei verwiegt der Anlagenbediener die jeweiligen Komponenten in Pulverform entsprechend der Rezepturvorgabe manuell auf einer in die Steuerung integrierten Tischwaage und quittiert die Zugabe in die Vorlagebehälter. Die Zugabe der Kleinstmengen in den Mischer erfolgt automatisiert zum jeweiligen rezepturabhängig festgelegten Mischschritt. Durch die Anbindung der Tischwaage an die zentrale Anlagensteuerung werden auch kleine Handzugaben im Chargenprotokoll und in der Bilanzierung erfasst.
4 Mischen
Aufgabe der Rohstoffe aus dem Sammeltrichter in den Mischer
Trockenmischen der Sandfraktionen und Bindemittel
manuelle Zugabe von Kleinstmengen als Pulver oder als Flüssigkomponente direkt in den Mischer
Trockenmischphase 2 mit geänderter Wirblerdrehzahl oder
Nassmischphase und Granulierung der krümeligen Produkte
Entleeren des Endproduktes nach einer Gesamtchargenzeit von ca. 2 bis 4 min in die nachgeschaltete Absackanlage (Pulverprodukte) oder Eimerabfüllanlage (für krümelige Produkte)
vollständige Entleerung des Mischerbehälters durch einen integrierten Boden-Wand-Abstreifer
leichte Reinigungsmöglichkeit des Mischers und der Werkzeuge bei Rezepturwechsel.
Zum Anlagenkonzept gehört auch, dass KLB einen Mischertyp einsetzen wollte, der wegen der raschen Abfolge unterschiedlichster Rezepturen möglichst schnell und einfach zu reinigen sein sollte. „Wir möchten schnell und flexibel auf Kundenbestellungen reagieren und damit gegebenenfalls auch Kleinstmengen ad hoc aufbereiten können“, so Artur Kehrle. Bei dem verwendeten Mischer R12W ist es möglich, die komplette Mischbehälterabdeckung hydraulisch nach oben zu schwenken. Somit wird eine optimale Reinigung nach Rezepturwechsel, etwa zwischen krümeligen und pulverförmigen Produkten ermöglicht. Zudem unterstützt der eingebaute Boden-Wandabstreifer eine vollständige Entleerung des Mischers quasi mit eingebautem Selbstreinigungseffekt.
5 Abfüllen
6 Entstaubung
7 Anlagensteuerung
Beim Service hat sich KLB für die von Eirich angebotene Fernwartung (Tele-Service) entschieden. Im Bedarfsfall und nach vorheriger Freigabe durch KLB besteht die Möglichkeit für den Eirich-Service, sich von Hardheim aus online auf die Anlage zu schalten, evtl. Änderungen in der Steuerung vorzunehmen oder auch an der Anlage aufgetretene Probleme zu beheben.
8 Fazit
tab ZKG KOMBI Test
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.
tab ZKG KOMBI Study Test
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.