ProTex und Three E: Der Schlüssel für mehr Energieeffizienz

Zusammenfassung: Der Energieverbrauch entwickelt sich mehr und mehr zu einem wettbewerbskritischen Faktor und aus betriebswirtschaftlicher Sicht wächst der Druck, verfahrenstechnische Anlagen auf ihre Effizienz zu prüfen. Intensiv-Filter hat sich – neben der eigentlichen Filtration – die Steigerung der Energieeffizienz von Entstaubungslösungen zur Aufgabe gemacht. Obwohl Schlauchfilter im Vergleich zu den Herstellungsprozessen oft einen vergleichsweise geringen Energiebedarf aufweisen, wurde die Energieeffizienz dieses Filtertyps kontinuierlich gesteigert. Mit der ProJet mega® Baureihe konnten in offline bzw. semi-offline Betriebsweise bereits Einsparungen bei den Betriebskosten des Filters in Höhe von 30 % realisiert werden. Ab sofort steht – in Verbindungen mit eigens entwickelten Filtermedien – eine Lösung zur Betriebskostenreduzierung von nochmals 15 % zur Verfügung.
1 Einleitung
Bevor nachfolgend die Leistungen des neuen Filtermediums ProTex und die Three E (Enhanced Energy Efficiency) Technologie vorgestellt werden, wird zunächst als Basis für die Neuerungen der Weg zum bisherigen Stand der Technik beschrieben.
1.1 Evolution der Injektortechnologien
Bei den ersten Staubabscheidern erfolgte die Abreinigung als manuelle Reinigung, in der Folge durch Vibration, über Spülluft bis zur Entwicklung und Etablierung der Druckluftabreinigung (Jet-Pulse-Abreinigung). Der Übergang von Verfahren der Spülluftabreinigung zur Jet-Pulse-Abreinigung hat durch die...
1 Einleitung
Bevor nachfolgend die Leistungen des neuen Filtermediums ProTex und die Three E (Enhanced Energy Efficiency) Technologie vorgestellt werden, wird zunächst als Basis für die Neuerungen der Weg zum bisherigen Stand der Technik beschrieben.
1.1 Evolution der Injektortechnologien
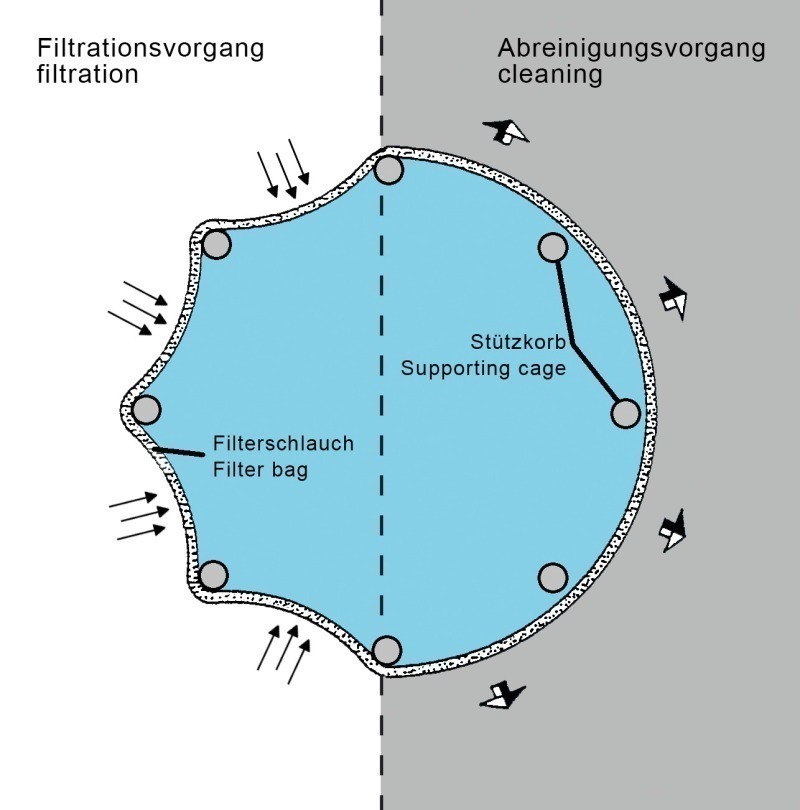
Bei den ersten Staubabscheidern erfolgte die Abreinigung als manuelle Reinigung, in der Folge durch Vibration, über Spülluft bis zur Entwicklung und Etablierung der Druckluftabreinigung (Jet-Pulse-Abreinigung). Der Übergang von Verfahren der Spülluftabreinigung zur Jet-Pulse-Abreinigung hat durch die wirksame Entfernung der sich periodisch ablagernden Filterkuchen erheblich zur Steigerung der Energieeffizienz beigetragen (Bild 1).
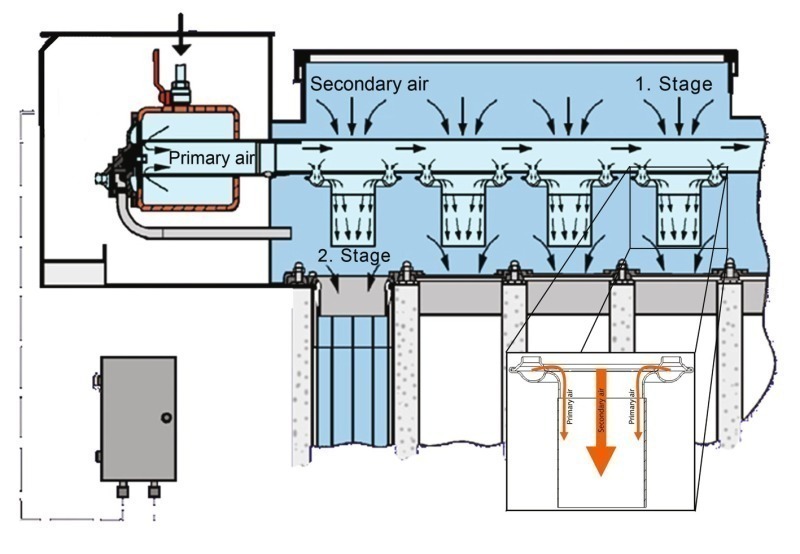
Bei der Umsetzung dieses Effektes kommt der Injektortechnologie eine Schlüsselrolle zu. Gängige Verfahren zur Erzeugung des Druckstoßes sind Blasrohre mit einer einfachen Bohrung als Lochdüse oder einem Venturirohr als 2. Injektorstufe. Die von Intensiv-Filter eingesetzten „Ideale Düsen“ erzielen im Vergleich zu einfachen Lochdüsen bereits deutliche Verbesserungen, da die entsprechende Aushalsung der Düse die Druckenergie in einen zielgerichteten Druckluftstrahl führt und somit die Abreinigungseffektivität erhöht wird. Coanda-Injektoren (von Intensiv-Filter patentiert), die den sogenannten Coanda-Effekt nutzen, steigern die Abreinigungseffektivität nochmals. Die Druckluft (Primärluft) tritt aus einem Ringspalt aus und wird über eine gewölbte Oberfläche geführt. Die Primärluft folgt dabei der Grenzschicht, die sich aufgrund der Geometrie des Coanda-Injektors nicht ablöst. Dabei entsteht innerhalb der ersten Injektorstufe ein extrem hoher Unterdruck, der weitere Sekundärluft ansaugt und einen Treibstrahl ausbildet, der gegenüber den anderen Varianten eine deutlich erhöhte Luftmenge aufweist. Dieser Treibstrahl tritt – als zweite Injektorstufe – in die Einlaufdüse ein, wobei weitere Sekundärluft angesaugt wird. Als positiver Nebeneffekt wird der Druckverlust der Schlauchinnenströmung reduziert, da die zweite Injektorstufe beim Coanda System, im Vergleich zu den bei gängigen Nozzle-Injektoren verwendeten Einlauf- oder Venturidüsen, mit größerem Durchmesser ausgeführt werden kann (Bild 2). Neben der effizienteren Abreinigung und des geringeren Druckverlustes während der Filtrationsphase ist die Reduzierung der Reingasstaubemissionen aufgrund einer schonenderen Abreinigung ein weiterer und positiver Nebeneffekt. Letztlich lässt sich sagen, dass der Druckstoß und damit die Abreinigungseffektivität in der Reihenfolge Lochdüse, „Ideale Düse“ und Coanda Injektor zunimmt, wobei der Coanda Injektor noch weitere Vorteile bietet.
1.2 Optimierung der Abreinigungssteuerung
Üblicherweise wird der Differenzdruckverlauf als Eingangsgröße für eine Steuerung des Intervalls und der Abreinigungspulse verwendet. Intensiv-Filter setzt zusätzlich auf eine Steuerung des Drucks im Drucklufttank (Variante, sog. Vordruckregelung). Durch diese voll variable, bedarfsgerechte Steuerung der Jet-Pulse-Abreinigung (Intensiv-Filter JetBus Controller®) wird sowohl der Druckverlust der Filteranlage als auch der Druckluftbedarf für die Abreinigung reduziert.
1.3 Anlagenseitige Maßnahmen
Zur weiteren Steigerung der Energieeffizienz werden Filtermodule der Filteranlage durch roh- und reingasseitige Absperrorgane (Klappen, Schieber, Ventile) während der Abreinigung in einen strömungslosen Zustand versetzt. Diese Betriebsweise wird als offline- oder semi-offline (nur reingasseitige Abtrennung) Betrieb bezeichnet. Hierdurch wird die mögliche Wiederanlagerung von Staubschichten wirksam unterbunden. Parallel kann bei offline Betrieb die Abreinigung mit einem Impuls geringerer Intensität erfolgen (Speicherdruck Druckluftbehälter 1– 4 bar).
1.4 Zusammenfassung bisheriger Stand der Technik
Durch die genannten Verbesserungen hinsichtlich der offline/semi-offline Betriebsweise, kombiniert mit leistungsfähigen Injektoren (Coanda) und dem Intensiv-Filter JetBus Controller® kann der spezifische Energiebedarf einer Filteranlage um bis zu 30 % gesenkt werden. Filter dieser Bauart werden heute mit Gesamtdruckverlusten um und unter 1000 Pa betrieben (ProJet mega®, offline Betriebsweise Bild 3).
2 Weitere Verbesserung der Energiebilanz
Nachdem Intensiv-Filter in den vergangenen Jahren sowohl das Injektorsystem als auch die Abreinigungssteuerung und offline Betriebsweise perfektioniert hat, lag der Fokus zuletzt auf der Eigenentwicklung von Filtermedien. Grundsätzlich geht es bei Filtersystemen immer um hohe Abscheideraten, Zuverlässigkeit sowie geringe Wartungsaufwände und Betriebskosten. Eine wesentliche Bedeutung fällt dabei den Filtermedien zu. Auf die Betriebskosten der Filteranlage haben die Filtermedien ebenfalls einen hohen Einfluss. Der Druckverlust von Filtermedium und angelagertem Filterkuchen hat den mit Abstand größten Anteil an den Energiekosten, die zum Betrieb der Filteranlage anfallen. Ziel der Entwicklungen von Intensiv-Filter war exakt diesen Druckverlust von Filtermedium und Filterkuchen zu reduzieren. Das Ergebnis der Entwicklung sind neue Filtermedien mit dem Namen ProTex.
ProTex Filtermedien weisen im Vergleich zu konventionellen Filtermedien auf der Anströmseite (zwischen Rohgasseite und Stützgewebe) Mikrofasern mit einem Titer # 1,5 dtex auf. Diese sind so angeordnet, dass sich in der ersten Filtrationsphase nach der Druckstoßabreinigung ein deutlich geringerer Druckgradient der Druckverlustkurve einstellt. Allein durch diese effektive Maßnahme lässt sich der Differenzdruck erheblich reduzieren.
Im Filtertechnikum von Intensiv-Filter wurden die Eigenschaften von ProTex in Anlehnung an die Prüfvorgaben der VDI 3926 mit denen gängiger – am Markt verfügbarer – Materialien verglichen. Gegenübergestellt wurden u. a. ein ePTFE Nadelvlies, ein konventionelles Mikrofasernadelvlies und das neue Filtermedium ProTex PES (Mikrofaserqualität). Als Teststaub kam Plural SB und Zement zum Einsatz. Das Hauptaugenmerk lag auf:
– Differenzdruckverlauf
– Luftdurchlässigkeit
– Restdruckverlust
– Reingaskonzentration
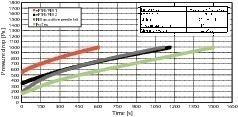
Ergebnisse der Untersuchungen von ePTFE Nadelvlies, konventionellem Mikrofasernadelvlies und ProTex PES im quasistationären Betriebszustand sind in Bild 4 dokumentiert. Das Filtermedium mit ePTFE-Membran zeigt direkt nach der Abreinigung einen geringen Druckgradienten im Druckverlustverlauf, jedoch einen sehr hohen Restdruckverlust, der auf die irreversible Staubeinlagerung in der Membran zurückzuführen ist. Das konventionelle Mikrofasermedium weist einen relativ geringen Restdruckverlust auf, jedoch eine hohe Steigung der Druckverlustkurve direkt nach der Abreinigung, so dass am Ende des Zyklus etwa das Druckverlustniveau der ePTFE-Membran erreicht wird. Das neuentwickelte Filtermedium ProTex zeigt für beide Teststäube sowohl einen geringen Gradienten der Druckverlustkurve als auch einen niedrigen Restdruckverlust. Die mit wachsender Staubkuchendicke zunehmenden Unregelmäßigkeiten im linearen Kurvenverlauf bei den Versuchen mit Zementstaub, können auf Kompressionsvorgänge im Staubkuchen zurückgeführt werden.
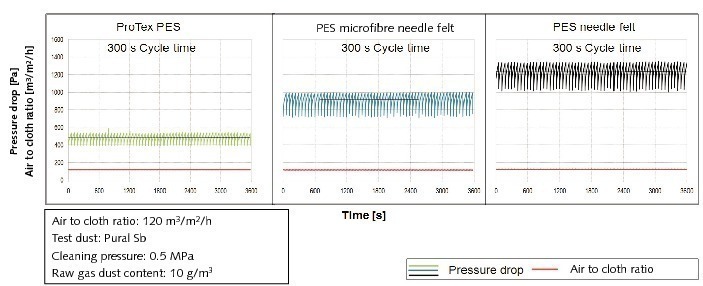
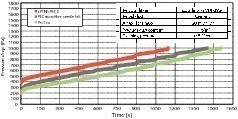
Die in Bild 5 gezeigten und an einer Filteranlage im Filtertechnikum gemessenen Ergebnisse untermauern, wel-
ches Potential ProTex bei der Reduzierung des Druckverlustes bietet. Die Diagramme zeigen den Differenzdruckverlauf über die Messzeit bei Verwendung von ProTex PES, einem konventionellen Mikrofasernadelvlies und einem Standard-Nadelvlies bei einer Zykluszeit von 300 s. Parallel ist der Messwert der Filterflächenbelastung in dem Diagramm aufgetragen (Einstellung auf konstant 120 m3/m2/h in allen Versuchen). Der mittlere Differenzdruck (Mess-Stellen auf der Roh- und Reingasseite) bei Verwendung des ProTex Filtermediums ist in der Technikumsanlage deutlich geringer als bei Verwendung des konventionellen Mikrofasermediums. Das Nadelvlies (ohne Mikrofaser) liegt im Differenzdruckniveau nochmals darüber. Hierbei ist anzumerken, dass letzteres Medium durch die offene Porenstruktur stetig ansteigende Restdruckverluste aufweist und auch nach der beschriebenen Alterungsprozedur nicht in einen quasistationären Betriebszustand zu überführen war. Bezogen auf die Mittelwerte zeigt das ProTex Filtermedium einen um den Faktor 1,9 im Vergleich zum konventionellen Mikrofasermedium und einen um den Faktor 2,3 im Vergleich zum konventionellen Nadelvlies, reduzierten Druckverlust.
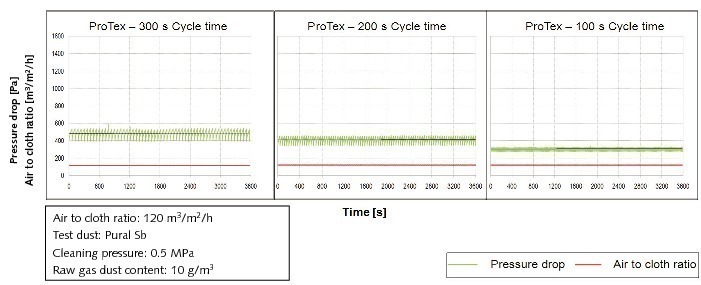
Bild 6 zeigt das Differenzdruckverhalten bei Verwendung des ProTex Filtermediums in Verbindung mit verkürzten Zykluszeiten (100 s und 200 s). Bei einer Verkürzung der Zykluszeit auf 100 s erreicht das ProTex Filtermedium einen um den Faktor 4 reduzierten mittleren Druckverlust gegenüber dem Benchmark (Nadelvliesmedium und Betrieb mit einer Zykluszeit von 300 s).
Das konventionelle Nadelvlies weist Emissionen > 10 mg/m³ auf, was auf ein Eindringen der Partikel in das Filtermedium und eine offene Porenstruktur hindeutet. Bei einer Zykluszeit von 200 s werden für das konventionelle Mikrofasermedium und ProTex Filtermedium eine Gesamtstaubkonzentration von < 3 mg/m³ im Reingas ermittelt. Beide Filtermedien liegen damit deutlich unter den Grenzwerten der TA-Luft. Auch bei einer weiteren Verkürzung der Zykluszeit auf 100 s beträgt die Konzentration mit dem ProTex Filtermedium < 3 mg/m³ und bleibt damit immer noch deutlich unter den Werten des Nadelvlieses und unter den vom Gesetzgeber vorgeschriebenen Grenzwerten.
3 Ergebnisse
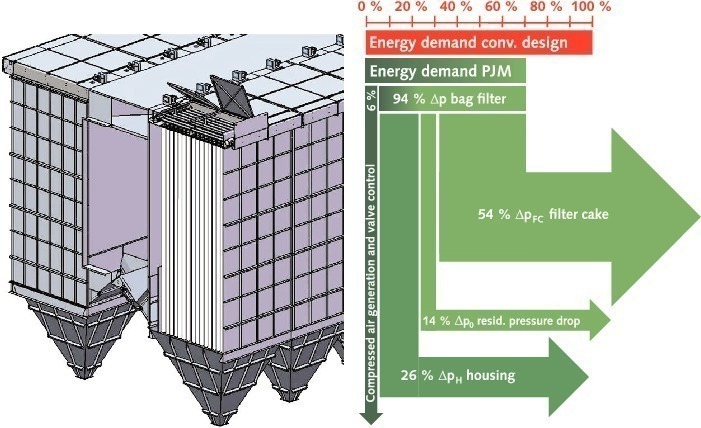
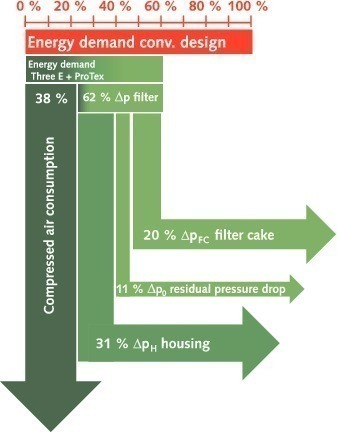
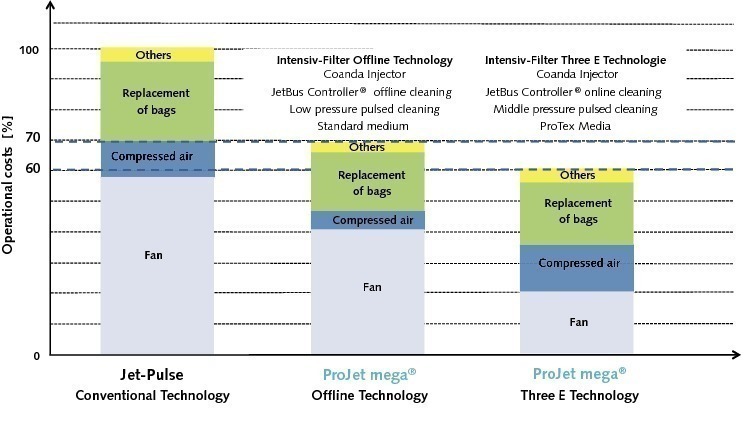
Ziel der Entwicklung von ProTex war neben den eigentlichen Filtrationseigenschaften weitere Erkenntnisse über das Potential der Energieeinsparung zu erlangen. Das Verhalten von ProTex hat sich in den Technikumsversuchen und Probeanlagen bewährt und kann zu Recht als eine nachhaltige Entwicklung in der verbesserten Energiebilanz bezeichnet werden. Bild 7 zeigt das Energieflußbild eines ProJet mega® Filters mit ProTex Filtermedien und Nutzung der Three E Technologie (optimale Abreinigungssteuerung) im online Betrieb. Der Vergleich der Betriebskosten von Filteranlagen in konventioneller Bauform, ProJet mega® im offline Betrieb und ProJet mega® mit ProTex
Filtermedien und Nutzung der Three E im online Betrieb
(Bild 8) verdeutlicht das Einsparpotential der neuen Technologie nochmals. Angesichts des Erfolgs von ProTex PES Qualität wird von Intensiv-Filter derzeit die Ausweitung des ProTex Filtermedienportfolios auf hochtemperaturbeständige Fasern untersucht.
tab ZKG KOMBI Test
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.
tab ZKG KOMBI Study Test
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.
Es handelt sich hierbei um ein Testangebot. Es berechtigt zu keinem gültigen Abonnement und steht hier rein für Testläufe. Bitte diesem Prozess nicht folgen.