ProTex and Three E: The key to greater energy efficiency

Summary: Energy consumption is increasingly becoming a critical factor for competition and, from a business point of view, the pressure to test the efficiency of process equipment systems is growing. In addition to providing actual filtration, Intensiv-Filter has also taken on the task of increasing the energy efficiency of dust removal solutions. Although bag filters require relatively little energy compared to manufacturing processes, their energy efficiency has been continually improved. With the ProJet mega® series in offline and semi-offline mode, savings of 30 % on the operating costs of the filter have already been generated. A solution for reducing operating costs by a further 15 % is available now in conjunction with specially developed filter media.
Before introducing the achievements of the new ProTex filter medium and the Three E (Enhanced Energy Efficiency) technology, this paper provides a little background to these new developments by taking a look at the path which led to the technology in use today.
The first dust collectors were cleaned manually. This process was succeeded by the use of vibration, which in turn gave way to reverse air and finally to the development and establishment of compressed air cleaning systems (jet pulse cleaning). The change from reverse-air cleaning...
Before introducing the achievements of the new ProTex filter medium and the Three E (Enhanced Energy Efficiency) technology, this paper provides a little background to these new developments by taking a look at the path which led to the technology in use today.
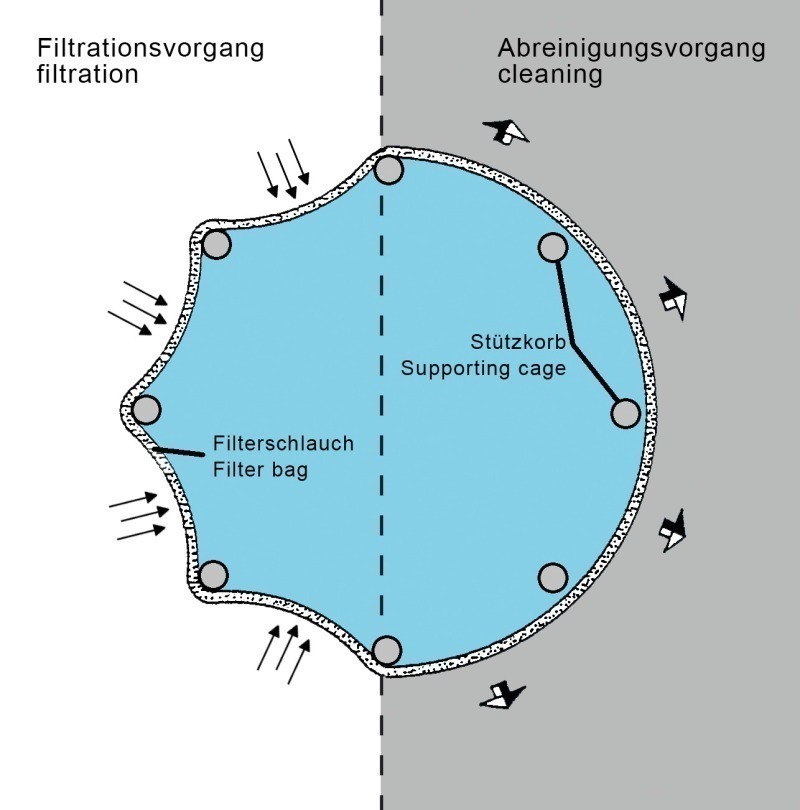
The first dust collectors were cleaned manually. This process was succeeded by the use of vibration, which in turn gave way to reverse air and finally to the development and establishment of compressed air cleaning systems (jet pulse cleaning). The change from reverse-air cleaning processes to jet pulse cleaning has contributed considerably to improving energy efficiency, thanks to the effective removal of the filter cakes which were deposited periodically (Fig. 1).
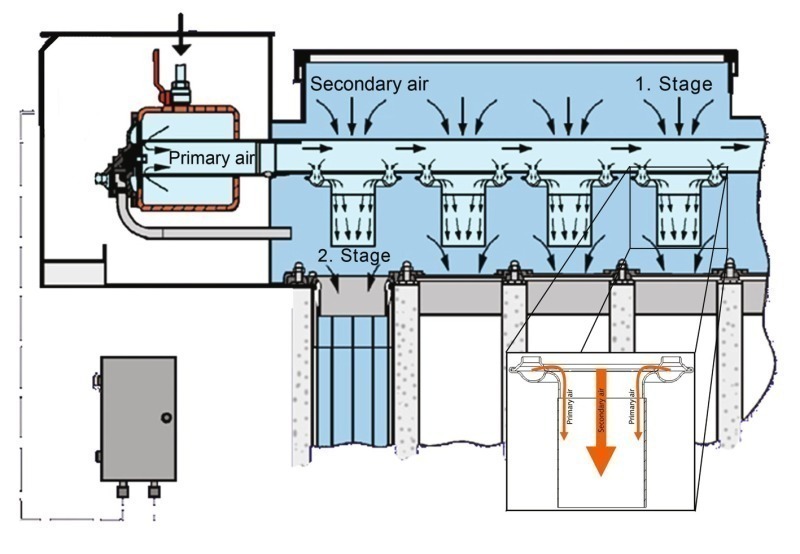
Injector technology plays a key role in implementing this effect. Current processes for creating pressure pulses include using blast pipes with a simple borehole as hole-type nozzles and using a Venturi tube as a second injector stage. The “ideal nozzles” used by Intensiv-Filter already show significant improvements compared to simple hole-type nozzles, as the corresponding extrusion of the nozzle channels the pressure energy into a focused jet of compressed air, thus increasing cleaning effectiveness. Coanda injectors (patented by Intensiv-Filter) use the “Coanda effect” to further increase cleaning effectiveness. The compressed air (primary air) is released via an annular gap and channelled over a curved surface. The primary air thus follows the boundary layer, which does not separate from the wall due to the geometry of the Coanda injector. In the first injector stage, an extremely high subpressure is created. This sucks in the further secondary air and creates a propulsion jet which, compared to the other variants, shows a greatly increased quantity of air. This propulsion jet enters the inlet nozzle as the second injector stage, in which more secondary air is sucked in. As a positive side effect, the internal flow pressure drop inside the bags is reduced because the second injector stage for the Coanda system can be carried out with a greater diameter than with the inlet or Venturi nozzles commonly used in hole-type nozzle injectors (Fig. 2). In addition to increased cleaning efficiency and reduced pressure drop during the filtration phase, this system offers a further positive side effect: it reduces pure gas dust emissions, as the cleaning is less abrasive. Finally, it is worth mentioning that the pressure pulse – and thus also the cleaning effectiveness – increases from hole-type nozzles to “ideal nozzles” and Coanda injectors, though the Coanda injector also offers other advantages.
The differential pressure curve is usually used as an input value for controlling the interval and the cleaning pulse. Intensiv-Filter also relies on controlling the pressure in the compressed air tank (variant, so-called admission-pressure control). This jet pulse cleaning control system (Intensiv-Filter JetBus Controller®), which is completely variable to meet individual requirements, helps to reduce both the pressure drop in the filter installation and the amount of compressed air required for cleaning.
In order to further increase energy efficiency, shut-off valves in the raw and/or clean gas lines (flaps, gates or other valves) are used to put the filter modules of the filter plant into a flow-free state during cleaning. This operating mode is termed “offline” or “semi-offline” mode (semi-offline if only the clean gas side is shut off). This measure effectively prevents any repeat depositing of dust layers. At the same time, cleaning can be carried out using a low intensity pulse while in offline mode (pressure in compressed air tank 1– 4 bar).
The improvements created by use of the offline/semi-offline mode described above, when combined with highly effective injectors (Coanda) and the Intensiv-Filter JetBus Controller® can reduce the specific energy demand of a filter installation by up to 30 %. Filters of this type today are operated with total pressure drops of around 1000 Pa or less (ProJet mega®, offline mode, Fig. 3).
After spending recent years perfecting the injector system, the cleaning control system and the offline operation mode, Intensiv-Filter has finally turned its attention to developing its own filter media. As a basic rule, the aim with filter systems is always to combine high precipitation rates and reliability with low maintenance demands and operating costs. The filter media play an important role in this. Filter media also have a great amount of influence on the operating costs of the filter installation. The pressure drop of the filter medium and the deposited filter cake makes by far the greatest contribution to the energy costs which result from running the filter installation. The precise aim of Intensiv-Filter‘s development work was to reduce this pressure drop caused by the filter medium and filter cake. The new ProTex filter media are the result of this development work.
Unlike conventional filter media, ProTex filter media feature microfibres with a titre of # 1.5 dtex on the filter face. These are arranged so as to produce a significantly smaller gradient on the pressure drop curve in the first filtration phase after jet pulse cleaning. This effective measure alone significantly reduces the differential pressure.
The properties of ProTex were compared with those of materials currently available on the market in Intensiv-Filter’s filter engineering department using the test specifications of VDI 3926. The materials which were tested included an ePTFE needlefelt, a conventional microfibre needlefelt and the new ProTex PES filter medium (microfibre quality). Plural SB and cement were used as test dust. Particular attention was paid to:
– Differential pressure curve
– Air permeability
– Residual pressure drop
– Clean gas concentration
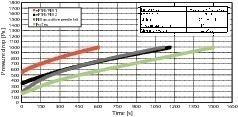
The results of the investigations on ePTFE needlefelt, conventional microfibre needle felt and ProTex PES in a quasi-stationary operating state are documented in Figure 4. The filter medium with ePTFE diaphragm showed a minimal pressure gradient in the pressure drop curve directly after cleaning, but a very high residual pressure drop, attributable to the irreversible deposition of dust in the diaphragm. The conventional microfibre medium exhibited a relatively low residual pressure drop but a high rise in the pressure drop curve directly after cleaning, so that the pressure drop level reached at the end of the cycle was approximately the same as that for the ePTFE diaphragm. The newly developed ProTex filter medium showed both a small gradient on the pressure drop curve and a low residual pressure drop for both test dusts. The irregularities in the linear progression of the curve during the tests with cement dust, which increased as the dust cake became thicker, can be attributed to compression processes in the dust cake.
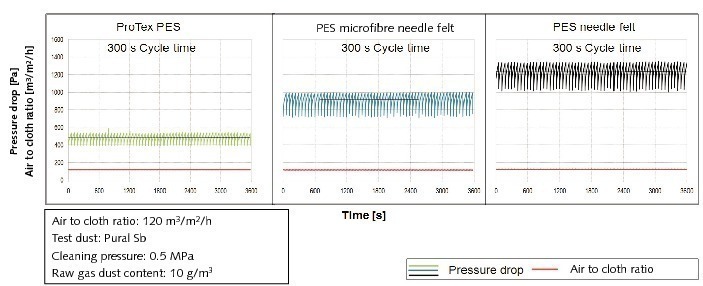
The results shown in Figure 5 and measured on a filter installation in the filter engineering department confirm the potential offered by ProTex for reducing pressure loss. The series of diagrams show the differential pressure curve across the measuring time when using ProTex PES, a conventional microfibre needlefelt and a standard needlefelt at a cycle time of 300 s (setting constant at 120 m3/m2/h in all tests). The mean differential pressure in the pilot plant (measurement points on the raw gas side and the clean gas side) when the ProTex filter medium was used was significantly lower than when the conventional microfibre medium was used. The needlefelt (without microfibre) was at a differential pressure level which was even higher. It should be noted here that the latter medium exhibited continually increasing residual pressure drops due to its open pore structure, and could not be brought into a quasi-stationary operating state even after the described ageing procedure. Looking at the mean values, the ProTex filter medium shows a pressure drop which is lower by a factor of 1.9 than that of the conventional microfibre medium and lower by a factor of 2.3 than that of the conventional needlefelt.
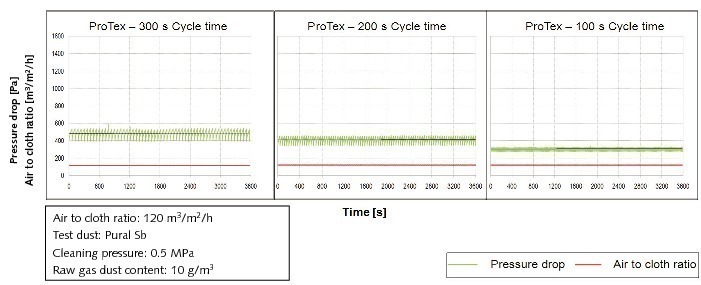
Figure 6 shows the differential pressure characteristics when using the ProTex filter medium together with reduced cycle times (100 s and 200 s). When the cycle time is reduced to 100 s the ProTex filter medium attains a mean pressure drop which is less than that of the benchmark by a factor of 4 (needlefelt medium and operation at a cycle time of 300 s).
The conventional needlefelt demonstrated emissions greater than 10 mg/m³, which is a sign of penetration of the particles into the filter medium and an open pore structure. With a cycle time of 200 s the total dust concentration detected in the clean gas was less than 3 mg/m³ for the conventional microfibre medium and the ProTex filter medium. Both filter media are therefore clearly below the limits imposed by TA-Luft (Germany‘s Technical Instructions on Air Quality Control). When the cycle time was reduced further to 100 s, the concentration for the ProTex filter medium was less than 3 mg/m³, still remaining clearly below the values for the needlefelt and below the limits prescribed by law.
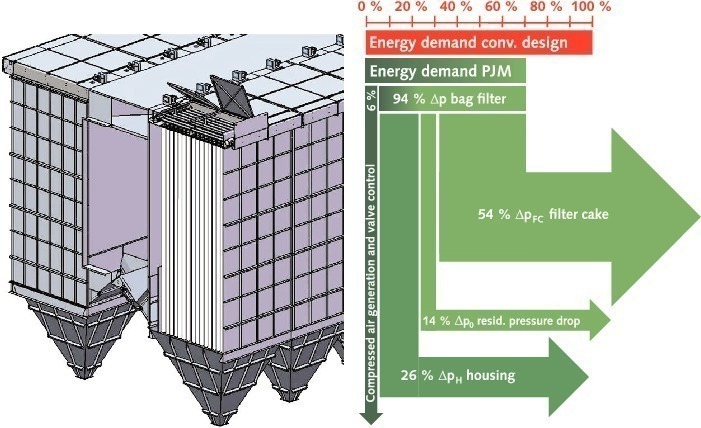
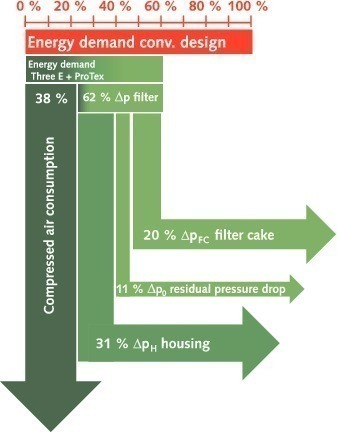
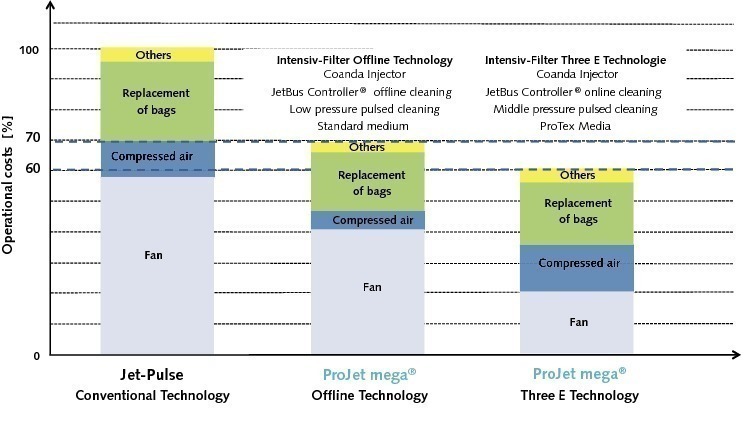
The aim in developing ProTex was not only to improve the filtration characteristics, but also to acquire further knowledge regarding the potential for saving energy. The behaviour of ProTex in the engineering department tests and the pilot installations proved the medium to be a success, and ProTex can rightly be seen as a sustainable development in improving energy balance. Figure 7 shows the energy flow diagram of a ProJet mega® filter with ProTex filter media using the Three E technology (optimum cleaning control) in the online mode. A comparison of the operating costs of conventional filtering installations with ProJet mega® in offline mode and ProJet mega® with ProTex filter media using Three E in the online mode (Figure 8) highlights the savings potential of the new technology once again. In view of the success of ProTex in PES quality and online mode, Intensiv-Filter is looking into further extending the current ProTex filter media portfolio to include high temperature-resistant fibres.
Überschrift Bezahlschranke (EN)
tab ZKG KOMBI EN
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.
tab ZKG KOMBI Study test
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.