High-performance and low-CO2 cements based on calcium sulphoaluminate

Summary: In this paper, the technical behaviour of calcium sulphoaluminate (CSA) cements and the environmentally friendly characteristics of their manufacturing process are illustrated. The role played by the raw materials and the kiln burning conditions in the properties of the industrial products is demonstrated. The excellent performance of two CSA-based formulations and their fields of application are outlined.
Substantial changes have been introduced in the cement manufacture during the last twenty years. New cements, accepted by standardization bodies, have been developed. The improvement of cement performance and the reduction of the environmental impact associated with its manufacturing cycle are most likely the biggest innovation challenges for the near future. In particu-lar, there is a widespread awareness of the need for enhancing mechanical strength and durability as well as decreasing CO2 emissions. It has to be pointed out that so-called “low-CO2” cements, that means cements...
Substantial changes have been introduced in the cement manufacture during the last twenty years. New cements, accepted by standardization bodies, have been developed. The improvement of cement performance and the reduction of the environmental impact associated with its manufacturing cycle are most likely the biggest innovation challenges for the near future. In particu-lar, there is a widespread awareness of the need for enhancing mechanical strength and durability as well as decreasing CO2 emissions. It has to be pointed out that so-called “low-CO2” cements, that means cements with low CO2 emissions during their production, are also energy-saving cements, inasmuch as they are obtained by raw mixes with reduced limestone contents and the kiln thermal requirement is mostly dependent on CaCO3 calcination. All the above-mentioned considerations moved Buzzi Unicem towards the development of high-performance and low-CO2 hydraulic binders. This paper deals with the particular characteristics of calcium sulphoaluminate-based cements and gives some information about their manufacturing process and technical behaviour.
The early setting and the high chemical resistance of calcium sulphoaluminate (CSA) cements have been known for several decades. The first patent on CSA cements appeared in 1934 when the owners of the French factory “Poliet & Chausson” developed a binder that “… set very quickly and is resistant to seawater and selenitous water”. However, CSA cements were first applied around the end of the 1950‘s mainly as expansive binders [1]. Then, rapid hardening and dimensionally stable CSA cements for structural applications were first developed by the China Building Materials Academy during the 1970’s [2]. Four Chinese standards now regulate the use of CSA cements as “expansive cement” (JC/T 739/87/96), “self-stressing cement” (JC 715/96), “rapid-hardening cement” (JC 714/1996) and “low-alkalinity cement” (JC/T 659/1997).
CSA cements are interesting hydraulic binders from both a technical and an environmental point of view [3]. They contain calcium sulphoaluminate (C4A3S–) as the main component together with calcium sulphates, dicalcium silicate (C2S), tetracalcium-iron aluminate (C4AF), calcium sulphosilicate (C5S2S–), calcium – aluminates (C3A, CA, C12A7) and – silicoaluminates (C2AS, CAS2), CaO and MgO. Upon hydration, calcium sulphate, arising from both CSA clinker and the addition of gypsum or anhydrite, rapidly reacts with C4A3S– and generates ettringite (C6AS–3H32) which, depending on the conditions of its formation, regulates the technical properties of CSA cements.
C4A3S– can hydrate with water in two ways: i) together with lime and calcium sulphate to give only ettringite (reaction 1); ii) combined with calcium sulphate alone to give ettringite and aluminium hydroxide (reaction 2):
C4A3S– + 6C + 8CS– + 96H ➝ 3C6AS–3H32 (1)
C4A3S– + 2CS– + 38H ➝ C6AS–3H32 + 2AH3 (2)
Ettringite produced in reaction (1) shows an expansive behaviour which can be exploited by special binders like shrinkage-resistant and self-stressing cements The required lime can be also obtained by the hydration of Portland cement blended with CSA cement.
Ettringite generated in the absence of lime (reaction 2) is not expansive and has the important property of giving high mechanical strength at early ages. Other interesting features concerning the rapid-hardening CSA cements are high impermeability and chemical resistance as well as low dry-shrinkage and solution alkalinity (4).
Compared to Portland cement production, the manufacturing process of CSA cements has a pronounced environmentally friendly character (5). In this regard, the important features are: 1) synthesis temperatures lower than those required by ordinary Portland cement clinkers; 2) clinkers easier to grind; 3) reduced amount of limestone in the kiln raw mix and, consequently, reduced thermal input and CO2 generation; 4) greater usability of industrial wastes and by-products. Furthermore, compared to Portland cements which contain only 3–5 % of added gypsum, CSA cements enable higher calcium sulphate additions and, correspondingly, larger clinker dilutions and greater environmental benefits. The limestone amount necessary for the production of CSA cements is considerably lower than that required by Portland cement: the specific CaO requirement (referred to unit mass of compound) for C4A3S– synthesis is 0.368, i.e. 50 %, 56 %, 59 % and 80 % of that necessary for the formation, respectively, of C3S, C2S, C3A and C4AF (6).
There is a lack of information about the manufacture of CSA clinker in the scientific and technical literature. According to the industrial experience gained by BUZZI UNICEM, the following considerations can be made.
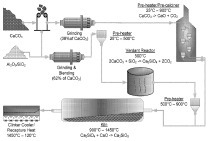
With reference to the natural raw materials used for CSA clink-er production (limestone, bauxite and gypsum), their high quality and suitable proportioning as well as the careful control of the furnace temperature represent the keys for achieving good burning conditions in the rotary kiln and obtaining highly reactive products. Due to the moderate lime requirement for C4A3S– formation and to the CaO contribution given by gypsum, the limestone content in the raw mix can be kept relatively low (< 40 %).
Bauxite should have a high Al2O3 content (greater than 65 %) and relatively low amounts of SiO2 (< 10 %) and Fe2O3 (< 5 %). Exceeding levels of Fe2O3 and SiO2 could respectively result into an increase of the clinker stickiness in the kiln and a larger formation of poorly reactive phases, like C5S2S–, which is stable at temperatures lower than 1200 °C. Free lime must be carefully controlled inasmuch as it strongly affects the rheology of the hydrated cements as well as the performance of the added admixtures.
During CSA clinker manufacture, a sulphur dioxide capture system must be adopted, especially when kiln temperatures exceed 1330°C, due to the C4A3S– instability. The optimum burning conditions are usually achieved in a very narrow temperature range, 1300 °–1330 °C; thus, it is possible to manage the kiln in order to maximize both C4A3S– and C2S contents and minimize free lime and C5S2S– as well as sulphur dioxide emission. In this regard, the use of QXRD analysis (with a software for Rietveld calculation) is very useful. A regular monitoring of the clinker mineralogical composition leads to an understanding of the kiln running conditions and to fast correction of accidental temperature variations (leading, at high and low temperatures, to C12A7 and C5S2S– formation, respectively) or wrong proportioning of raw materials (resulting in generation of undesired C2AS), associated with C4A3S– depletion according to the following reactions:
6C4A3S– ➞ 2C12A7 + 4A + 6S– (3)
C4A3S– + 2C2S ➞ C5S2S– + C3A + 2A (4)
C4A3S– + 3C2S ➞ 3C2AS + S– + 4C (5)
Mineralizers, such as B2O3 and CaF2, can be used for improving the clinker burning conditions [7, 8], but, accordingly to our experience, their use must be carefully controlled in order to avoid an excessive fluxing action in the kiln. The utilization of CaF2 as mineraliser in the CSA clinker production process is claimed by US Patent 6406534, 2002. Moreover, the addition of small quantities of doping agents, like P2O5, BaO and other substances, has been suggested by various researchers for enhancing the hydraulic activity of C2S and C4A3S– [9]; however, on the basis of our preliminary tests, their effects on the CSA clinker properties seem negligible.
CSA clinker is ground in a traditional mill together with gypsum or natural anhydrite; particular attention is paid to the control of cement fineness which can have a strong influence on its hydration properties.
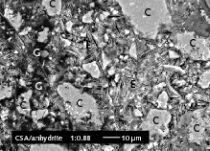
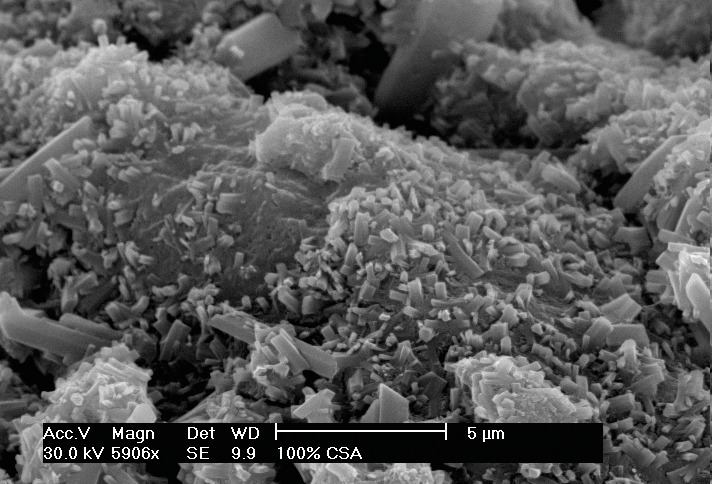
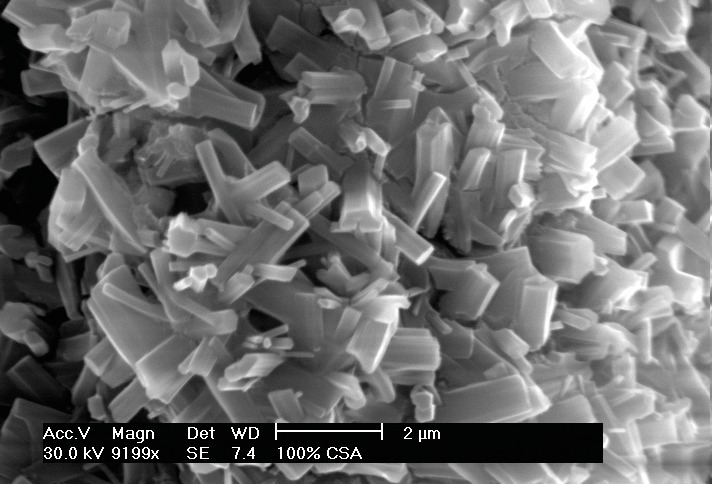
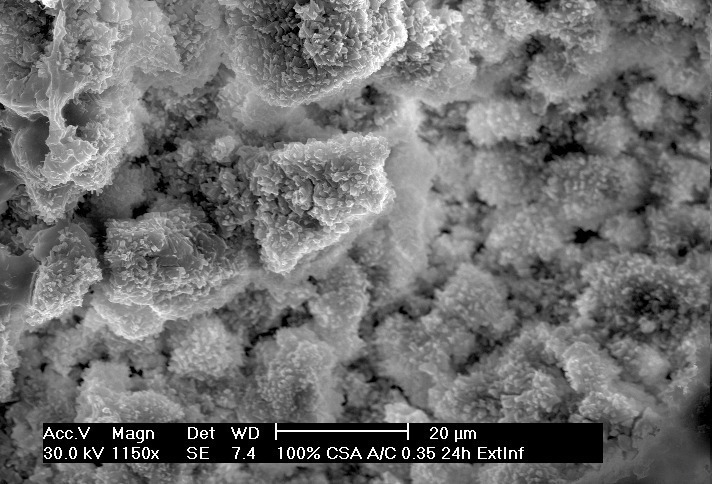
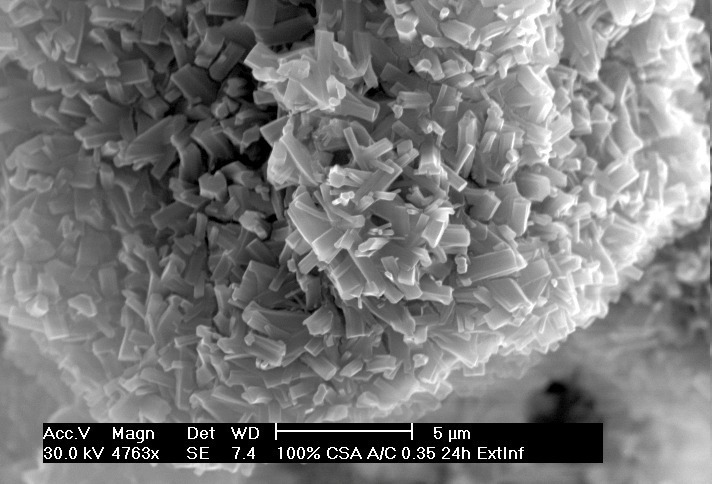
Two industrial CSA-based cements, S. A. cement SR03 (Figs. 1 and 2) and S. A. cement SL05, were investigated. They were obtained from the same sulphoaluminate clinker, produced at about 1330 °C by burning a raw mix consisting of limestone, bauxite and gypsum. Into both cements a set retarder and a hardening accelerator were introduced. SR03 contained natural gypsum; SL05 was a mixture of CSA clinker with a limestone Portland cement (CEM II/A-LL 42.5 R ), and anhydrite.
The calculated specific emission factor for both CSA cements and a Portland cement I 42.5, taken as reference term, are listed in Table 1. For each cement, the data were calculated on the basis of: a) the clinker content; b) the contribution to CO2 emission arising from limestone calcination and c) the contribution to CO2 emission derived from fuel combustion. For Portland clinker, the contributions related to calcination and combustion were 0.58 ton CO2/ton clinker and 0.32 ton CO2/ton clinker, respectively. For CSA clinker, the corresponding values were 0.22 ton CO2/ton clinker and 0.32 ton CO2/ton clinker, in that order; this last value was assumed equal to that associated with Portland clinker, due to the scarce availability of reliable data from a statistical point of view.
Workability and setting times (on cement pastes) as well as mechanical strength and shrinkage (on cement mortars) were evaluated (Table 2). Cement mortars, prepared according to European Standard EN 196-1, were demoulded after 3 hours and submitted to a compressive strength test (from 3 hours to 90 days) and a shrinkage test (from 7 to 90 days, according to Italian Standard UNI 6687).
When compared to a Portland cement, SR03 (which can be regarded as a pure CSA cement) shows reduced workability and shrinkage as well as a much higher mechanical strength, particularly at early curing periods. This behaviour is related (reaction 2) to the fast C4A3S– consumption rate, the particular features of the hydration process and the intrinsic characteristics of the reaction products.
Compared to SR03, SL05 (which is actually a CSA-Portland cement blend) exhibits slightly higher and lower values of workability and early strength, respectively (Fig. 3); furthermore, shrinkage is strongly decreased, while mechanical strength over a longer period is essentially unchanged. All the above-mentioned phenomena have been already explained [10]. In particular, as far as shrinkage is concerned, the strong alkaline environment created by Ca(OH)2 originating from Portland cement hydration promotes, according to reaction (1), the formation of expansive ettringite which gives rise to a considerable shrinkage compensating effect. Moreover, X-ray diffraction analysis showed that, due to the suitable blend proportions, a complete consumption of water-soluble phases (like calcium sulphate and calcium hydroxide) occurs during the SL05 hydration process, thus improving the durability of the hydrated system.
CSA concretes made with SR03 and SL05, containing the same superplasticizer, were submitted to workability measurements as well as slump, strength and shrinkage tests, according to European Standard EN 12390-3, Italian Standard UNI 6555 and European Standard EN 12350-2, respectively. The mix proportions for both concretes and the related results are reported in Table 3.
The CSA formulations experienced showed an excellent behaviour; in particular, the elevated early strengths displayed by SR03 can be very useful for quick repairs and the manufacture of precast products, while the considerable shrinkage reduction makes SL05 suitable for floor concrete applications.
CSA cements are very interesting binders because they can couple engineering properties useful for structural applications with the environmentally friendly characteristics of their manufacturing cycle such as low synthesis temperature and limestone requirement as well as reduced thermal input to the kiln and CO2 generation. Due to an accurate choice and suitable proportioning of raw materials as well as careful kiln management, hydraulically active compounds such as C4A3S– and C2S can be maximized and poorly reactive phases like C5S2S– and C2AS can be minimized, also reducing the sulphur dioxide emission. It has been found that two CSA-based formulations show a very good performance and can be used in a variety of applications.
Überschrift Bezahlschranke (EN)
tab ZKG KOMBI EN
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.
tab ZKG KOMBI Study test
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.
This is a trial offer for programming testing only. It does not entitle you to a valid subscription and is intended purely for testing purposes. Please do not follow this process.